Hogyan vágjuk le a csövet?

Különböző típusú rendszerek csatlakoztatásához gyakran használt vágás vagy szál. Ez biztosítja a szerkezetek megbízhatóságát és tartósságát. A menettel ellátott rögzítések univerzálisak, mert segítségükkel könnyedén szerelhetők és szétszerelhetők a különböző rendszerek csövei.

Jellemzők
A szálat két évszázaddal ezelőtt feltalálták: akkor először egy fordulócsavaros gép jött létre Nagy-Britanniában. G. Maudsley feltalálója egy pontos szál alkalmazásának módját fedezte fel és egy olyan eszközt talált fel, amely mérésére alkalmas (mikrométer) 0,0001 hüvelyk pontossággal.

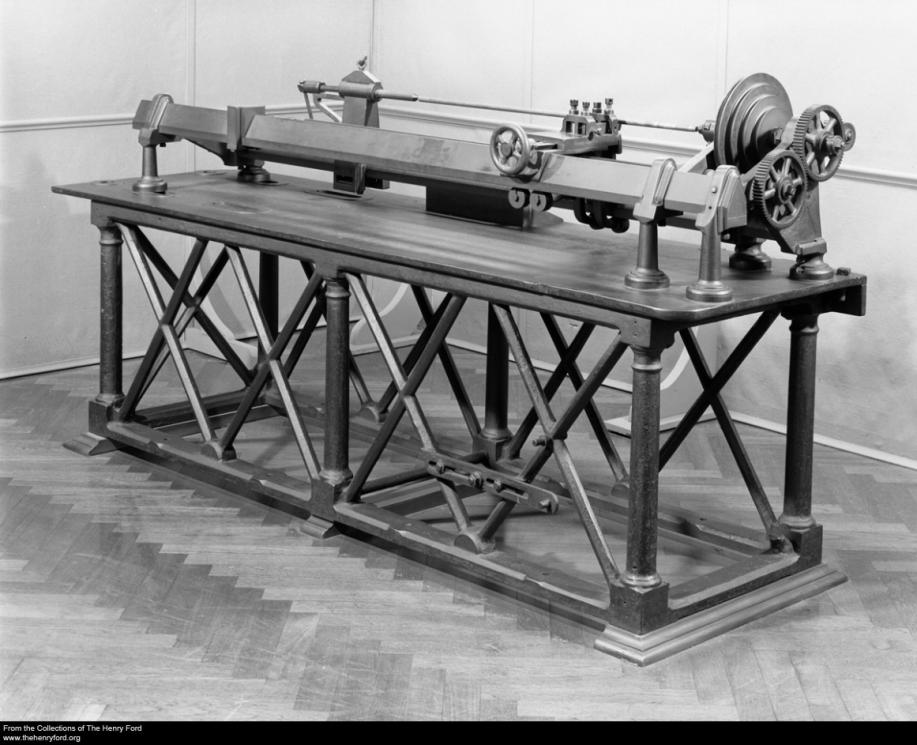
Ugyanebben az időben a gépészmérnök, D. Vitworth létrehozta az első csavarmenet profilt, és javasolta a szabványok rendszerét. Azóta a találmány nevét viseli - Whitworth faragása. A nemzeti szabványok alapját képezte.

Senki sem emlékszik a szál megjelenésének pontos dátumára, azonban az alkalmazás dátuma az ipari termelés kezdetének tekinthető.
A menetvágás fő jellemzője, hogy a szerszám megvalósításához nagyobb a keménységű anyag, mint a kivágott elem, és ennek a szerszámnak a gyártásakor még keményebb elemekkel rendelkező szerkezeteket kell használni.
Napjainkban a csővezeték opciók számtalan. Csak fontos, hogy válasszuk ki azt, ami szükséges. Jó eredmény érhető el, ha a munka elvégzéséhez minőségi anyagokat és eszközöket használnak, az utasításokat követik, valamint a vágási technológiát. A szálak vágásakor a legjobb, ha minőségi szerszámot használunk, mivel az olcsó opció hosszú ideig nem működik.

Most a legtöbb csőrendszer műanyagból készül. Gyakran szükség van a szerkezetek rögzítésére műanyag és fém összekötő elemekkel. A háztartási gömbben az ilyen kötőelemek meglehetősen gyakori megoldás, ezeket kombinációnak nevezik. A modern kommunikációs rendszerekben hagyományosan a műanyag vagy fém csövek egyikét használják. Néhány esetben azonban célszerű pontosan a kombinált struktúrát használni.


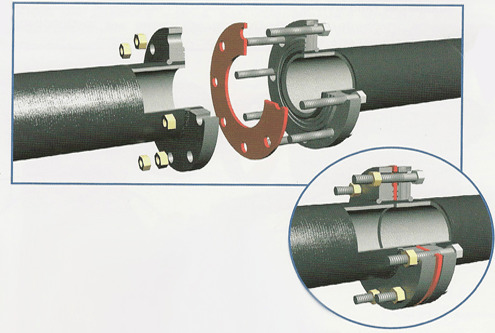
A HDPE és a fém elemeinek egyesítése során a rendszerek telepítéséhez több csatlakozási módszert használnak, beleértve a menetes és karimás meneteket.
A 40 mm átmérőjű csövek menetesen vannak összekötve. A peremcsatlakozások nagyobb átmérőjű csöveknél használhatók, ahol a vágás nem lehetséges.
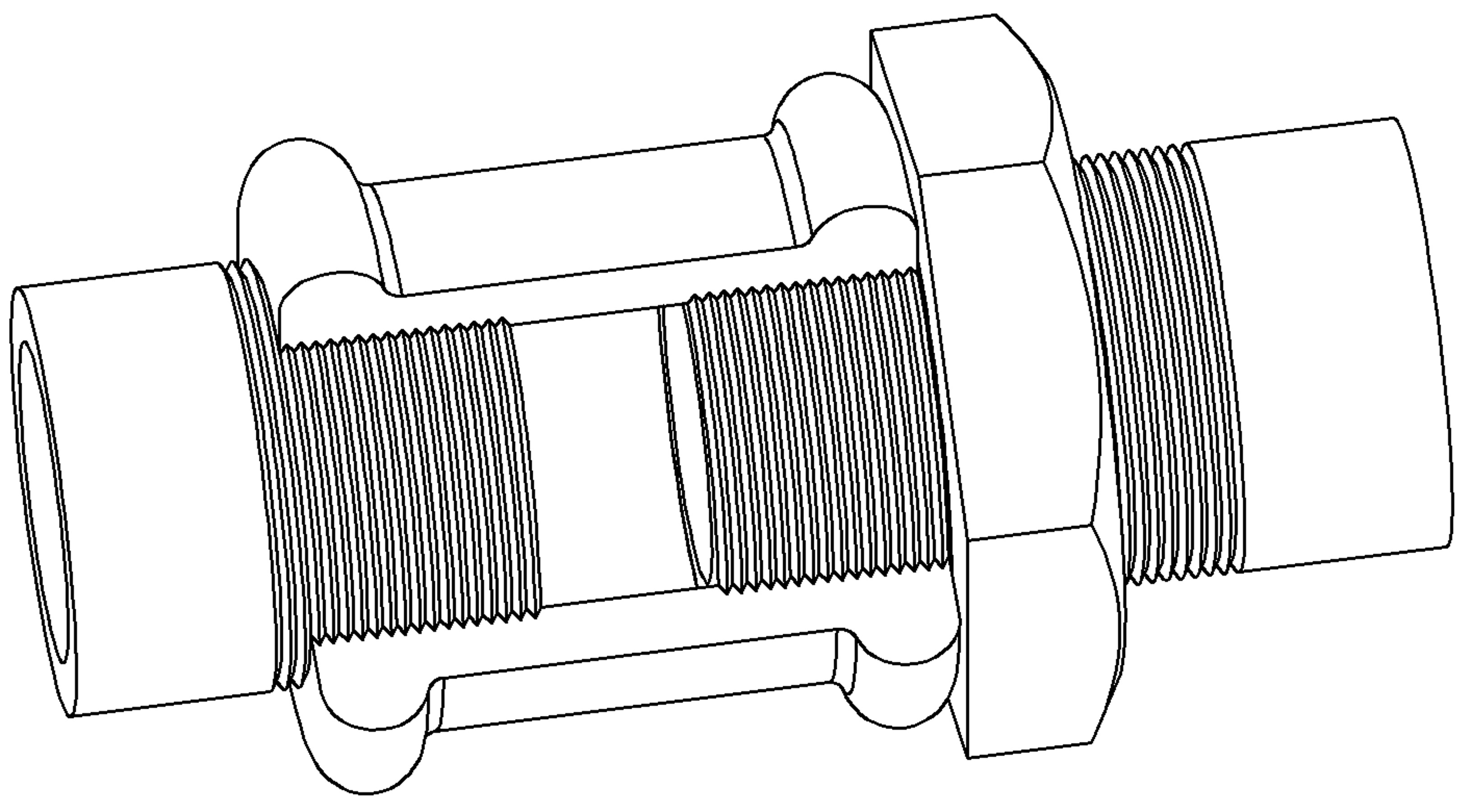
A polipropilén cső és a fémcső csatlakoztatását speciálisan erre a célra létrehozott szerelvények segítségével végezzük. Ezek olyan vegyületek, amelyek egyik oldala a fémhez van csavarozva, a másik pedig egy műanyag hüvely. A többszörös kombinációs kötések speciális komplex szerelvényekkel készülnek.

műszerek
A munka végrehajtásához minden szükséges szerszámot és eszközt elő kell készíteni a vágáshoz. Mindegyik esetben a cső menetes készlet összetétele változik, de kézi használat esetén a szerszámok szerszámokból, csavarokból és racsnis tartóból állnak. A készlet tartalmaz egy csővágót, egy gázkulcsot, egy fájlt, egy fűrészet, egy darálót, kenőanyagot és egyéb szerszámokat. Azok számára, akik nem akarnak a régimódi klasszikus módszerrel dolgozni, van egy alternatív - elektromos szerszám.




A fő követelmények a használt eszköz minőségére és a munka előkészítésére vonatkoznak.
A vágás maga is meghal. Néhányan csak az egyik oldalon vágnak, mások mindkettőt.
A készlet belső menetének megvalósításához több csapot is tartalmazhat, amelyek a nyílás mélységének különböző mutatóival rendelkeznek. Némelyik a cső belső felületének durvítására szolgál, mások pedig a befejezéshez. Ezt a berendezést csavaros hornyokkal látjuk el. Ez a kapuhoz a farokrész segítségével van rögzítve.


A csapok segítségével a belső vágás több megközelítésben történik. Számuk függ az alkalmazott anyagtól. Például a titánötvözetek szálának megvalósításához több csapból álló speciális készlet.
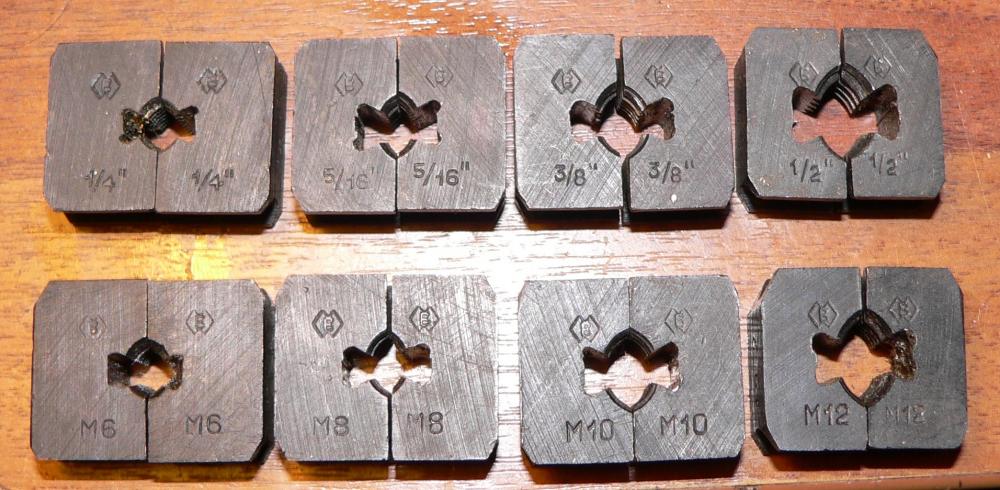
A csőre különböző formájú szálak készítésére egy szerszámot, tisztítót vagy mérőt használnak. Ez egy olyan acél anya, amelynek belsejében egy vágólap van, amelyben speciális lyukak vannak. A szerszámok cső alakúak, hatszögletűek, kerekek és négyzet alakúak. Testük módosítása szilárd, osztott és csúszó.

A csúszó (prizmatikus) modelleket féllemezeknek is nevezik, a csavarokhoz csavarokkal rögzítik és egy speciális tömítéssel - krakkolóval. Ez szükséges ahhoz, hogy a nyomás a csavarra egyenletesen elosztható legyen. A szerszámok használata hengeres, kúpos, kör alakú vagy metrikus szál vágását teszi lehetővé. A szerszám alkatrészei speciális meghajtók és patronok, amelyekhez a keretrészhez csatlakozik.
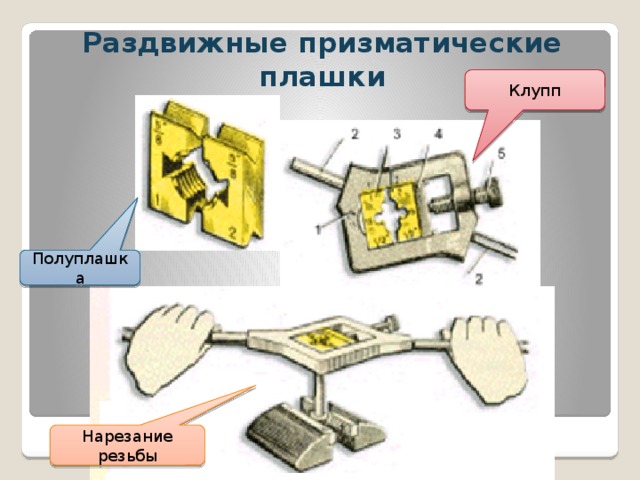
A csavaros bilincs egy olyan keretből áll, amelybe a vágóelemek rögzítve vannak. Mindegyik tüske négy acélszerszámmal van ellátva. A csavaros szerszám speciális racsnis fogantyúval van ellátva. Csak egy szerszámot lehet behelyezni a szerszámtartóba, és többet a csavaros szerszámba. A vágószerkezet kétféle szál vágására alkalmas: 0,5 - 1, 1 ½ - 2 hüvelyk.


A kézi csavarszerszám általában kis átmérőjű csövek vágását végzi. Speciális tolltartóval vannak ellátva. Alkalmas csőkulccsal is használható. Kicsi, egyszerű és könnyen használható.


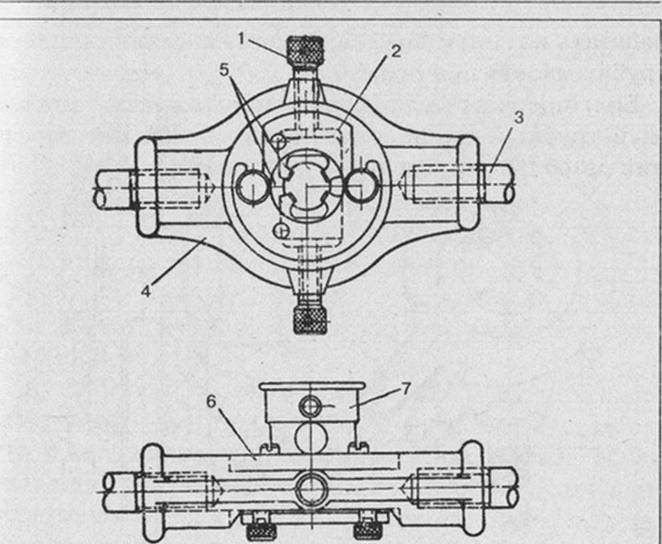
A tartó és a racsnis csatlakozó a tervezést egy hajtómű mechanizmussal módosítjaAjánlott: több mint 1 hüvelyk átmérőjű szálak készítéséhez. Ratchet - nélkülözhetetlen mechanizmus. A bal és jobb racsnis segítségével kényelmesen dolgozhatunk nehéz helyeken, például falak közelében. A racsnis kar segítségével a csavaros szerszámot az ellenkező irányba történő görgetéssel gyorsan eltávolítják a menetből, és ezáltal egy menetirányú menetet biztosít.


A gyakorlatban használja a szokásos, ferde és kolupy Mayevsky-t.
A ferde csavaros szerszámot azért hívják, mert beállítja a csúszósugarak közötti távolságot. Megmondja a vágás átmérőjét. Az ilyen típusú formatervezési minták a legegyszerűbbek.


Mayevsky összetettebb kialakítású fűtéseit csőfonalak készítésére használják. Három egymásra cserélhető szerszámkészletet tartalmaznak, amelyek legfeljebb 2 hüvelyk átmérőjűek. Az ilyen típusú mintákat kis átmérőjű csövek csavarozására használják.

Ipari méretekben végzett nagy átmérőjű csövek vágása. Például egy 219 mm átmérőjű zökkenőmentes cső vágásához speciális automata szükséges. A speciális burkolatok (speciális oszlopok) csak speciális körülmények között vághatók, minden biztonsági intézkedésnek megfelelően.
Hogyan lehet vágni?
Ha az összes szerszám készen áll, akkor a csőre csavarozható, például fűtési rendszerek. Meg kell jegyezni, hogy az ilyen típusú munkák elvégzéséhez nincs szükség speciális készségekre - mindent kézzel lehet tenni.
Először is magának a folyamatnak kell tanulmányoznia, amelyet a következő szabály vezérel: a csövek menetét bizonyos sorrendben kell végrehajtani, különben a forráskódot és a berendezés meghibásodását nem szabad elkerülni.
A vágás előtti csövet meg kell vizsgálni a régi festékre, a korrózióra és a plakkokraés ezt követően speciális eszközök és szerszámok segítségével, például csiszológéppel, alaposan tisztítsa meg a felületet. A cső végétől kezdve elő kell dolgozni, hogy eltávolítsuk a széleit a jobb szálbevitel érdekében. Ha a vágás csővágóval történik, akkor a vágott élek simaak lesznek, szérumok nélkül. Ha ezt egy fűrész- vagy sarokcsiszolóval végezzük, akkor meg kell tisztítani őket a fémhez egy fájl segítségével - ez nagyban javítja a dokkolást. A menetvágás előtt és után szükség van a csövek és a cső felületének speciális folyadékkal történő kenésére.

A szükséges kaliberek szerszámai a csavarszerszám keretébe illeszkednek a szorítócsavarok segítségével. Ezután a csavarmenetet a cső előkészített felületére tesszük, és egy pár kiindulási fordulatot készítünk a vágás irányában. A menet csak ilyen rögzítés után készül.
Ezután a racsnis kapcsoló be van állítva, és az óramutató járásával megegyező forgás jobbra kezdődik (a menet irányába). Nincs szükség külön erőfeszítésre. Annak érdekében, hogy a chipek jól eltávolíthatók legyenek, a következő forgási tartományt kell alkalmazni: két fordulattal előre, fél fordulattal hátra. Annak érdekében, hogy elkerüljék a ferdességet, szigorúan be kell tartani a lemez helyes helyzetét a csőhöz viszonyítva.

A szál minőségét egy anyával ellenőrizheti, majd csavarozhatja.
A munka befejezése után elő kell készítenie a fonalat egy tömítőanyaggal, fumszalaggal vagy vászonszálral.
eszközök
A menet egy olyan csatlakozási típus, amelynél figyelembe veszik az elemeket és a profil szöget (a tekercs keresztmetszete), valamint a külső, középső és belső élek átmérőjét. A profilok faragása háromszög alakú, trapéz alakú, téglalap alakú és más típusú.
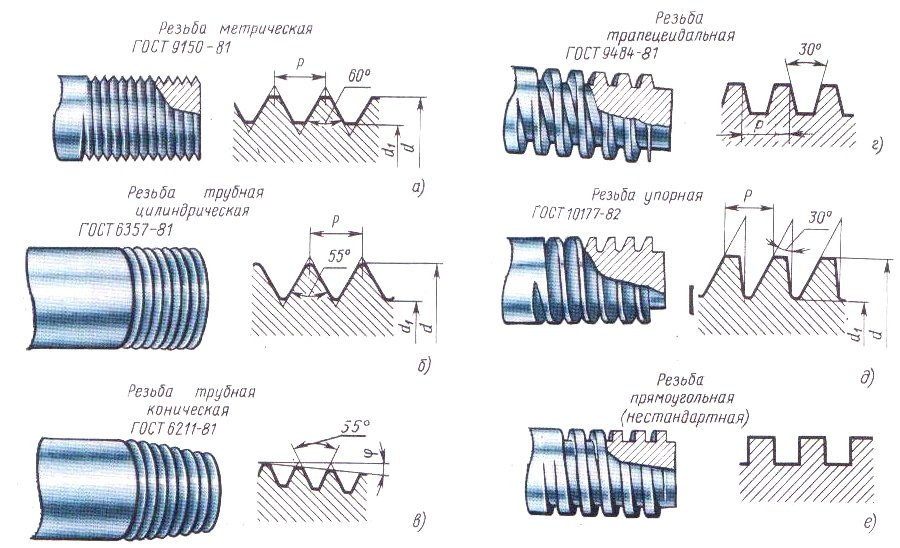
A gáz- és vízvezetékek vágásához használt csőhengeres szál. Az utolsó két fordulat nem teljes. Ez egy szükséges szünet a csövek hermetikus lezárásához. A futtatást speciális formák végzik. A csőátmérőt milliméterben mérjük, és a menet - hüvelykben.
A vágás belső és külső, bal és jobb oldalra van osztva. A bal oldali változatban az anyákat a bal oldalon, a jobb oldali változatban pedig jobb oldalra húzzuk. A menetfajtákat a működési módok határozzák meg, és a rögzítés, a futás és a szerelési tömítés. Az utóbbi opciót a szálak vágására használják otthon.

Van egy úgynevezett vágási lépés - ez a tekercsek közötti távolság, valamint a menetmélység mérete. A konfigurációk eltérőek, de mindegyikük egy szabály szerint működik: a mélyebb - annál erősebb.
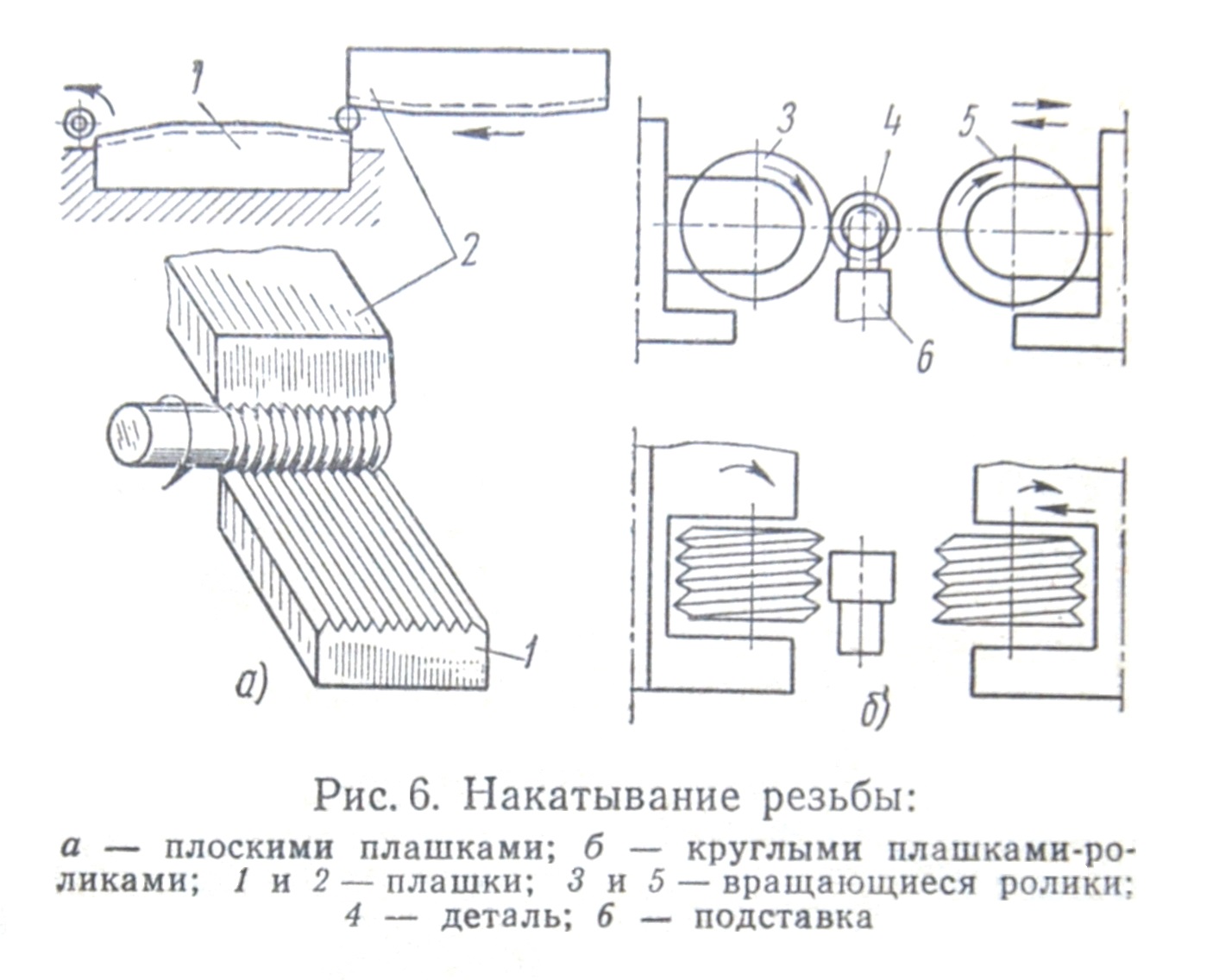
A menetvágás számos módja van: egy szerszám, egy automata villamos bilincs és egy szálvágó gép segítségével. A külső csavarmenetet manuálisan hajtjuk végre, a keretcsavarokhoz rögzítve. Használjon tömör és csúszó kialakítást. Az osztott (levehető) szerkezetek segítségével a vágási átmérőt beállítjuk.
A csúszószerszámok a számértékek szerint vannak beállítva, a kerekeket speciális csavarokkal szerelik fel a gombon. Ezután rögzítették a szerszámokat. A csúszás közben meghal, és a csavart tömítés - rusk.

A belső menetvágás csapokkal történik. Eszközük segítségével lyukakat fúrnak egy fémcsőbe, szigorúan betartva a speciális számításokat. A kiváló minőségű vágáshoz legalább három fordulatot kell elvégezni.

A belső menetet ugyanúgy alkalmazzuk, mint a külsõ menetet - hátrafelé mozdulva: két lépéssel előre - egy hátra. Az első megközelítést durva csapdával végezzük. Csak egy veszélyben van. Ezután az eljárást megismételjük egy átlagos csapteleppel, két kockázattal. A vágás egy finom szerszámmal végződik, amelynek végén három kockázat van.

A mély felületek faragásának megvalósításakor a szerszámot rendszeresen el kell távolítani és meg kell tisztítani.Hosszú lyukakat használnak a vak lyukakban a kenőanyag-emulzió kötelező használatával.
Az automatikus elektromos dugók nagyban leegyszerűsítik a csövek menetét. Ezek módosított hajtóművekből és különböző méretű szerszámokból állnak. Különböző a nagy teljesítményű, a tápegység hálózatán végzett munka. Az eszköz minden előnyével negatív tulajdonságokkal rendelkezik. Például egy 1 kW teljesítményű elektromos dugó nagyon jelentős hozammal rendelkezik, ezért egy kapcsot használnak a dugó rögzítéséhez.

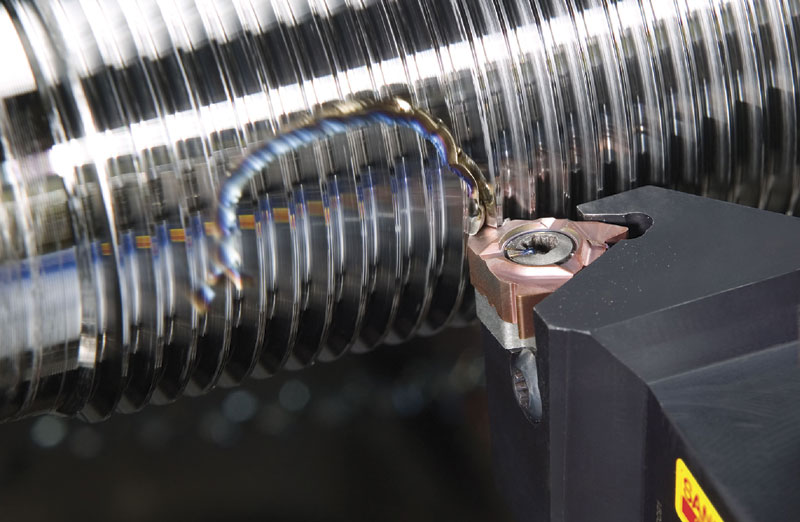
A menetvágó gépet általában ipari méretben és nagy műhelyekben használják. A gép előnyei vannak a kézi és elektromos szerszámokkal szemben, amelyek magukban foglalják a nagy teljesítményt, a szálak alkalmazásának pontosságát, valamint az emberi tényező minimális részvételét.

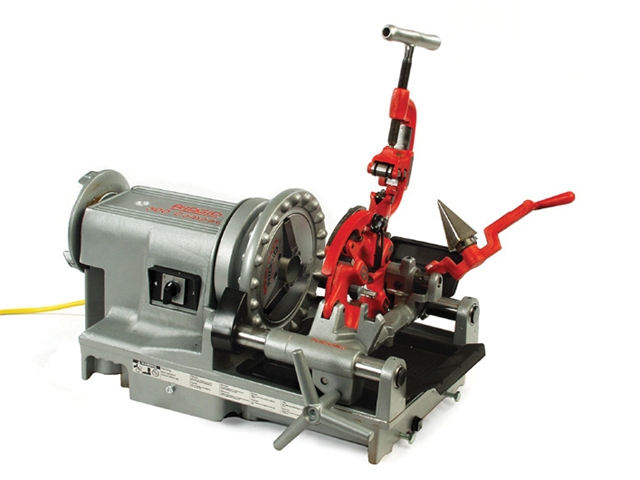
A csövek menetvágógépei manuális, elektromos és automatikus opciókba vannak osztva. Kézi használat otthon - kompakt, szállítható, legfeljebb 50 kg súlyú, de nem alkalmas nagy átmérőjű csövekhez. Az elektromos gépek kicsi műhelyek számára alkalmasak, a nagy méretű és nagy teljesítményű automata opciók széles körben használhatók termelési skálán.
Egyes csövek csak ipari körülmények között vághatók. Például egy 32 mm átmérőjű széncső csak akkor vágható le, ha a felületét speciális vegyülettel kezeljük.
A munka után az anyagot elutasítják. Ha a termék hibás a szálban, akkor nem használható, így a vágást el kell végezni, elemi ismeretekkel és ismeretekkel kell rendelkeznie ebben a kérdésben.
tippek
Hasznos lesz az eszközök működésének és kiválasztásának néhány kifinomultságának megismerése, valamint a használatuk módja.
Ebben a kérdésben néhány tipp segít.
- Mielőtt megvásárolná a csavart, meg kell győződnie arról, hogy az anyag és az alkatrészei milyen minőségben vannak, és amelyekhez tanulmányozni kell a megjegyzéseket, és meg kell ismernie az eszköz műszaki feltételeit. Válasszon jobb licencelt modelleket a megbízható gyártóktól.
- Egy cserélhető vágófejű csavarhúzó hosszabb és jobb lesz, mint egy hagyományos szerszám. A vágógépek legjobban ötvözött acélból választhatók.

- A vízcsövek szálainak vágása előtt biztosítsa a rendszer integritását, különben a munka során a csövek megszakadhatnak.
- Ha a csőben rozsdaelemek találhatók, akkor jobb, ha csővágó segítségével távolítjuk el őket. Ehhez illeszkedjen az elektromos modellhez. Ez képes megbirkózni a nagy átmérőjű elemekkel. A kézi csavaros szerszámot csak vékony csöves acélfelületekre használják.
- A könnyebb és jobb vágás érdekében a vágógépekhez speciális folyadékot kell használnia, amely egyszerre hűti és kenje a vágófelületet - ez csökkenti a súrlódási erőt, amely megvédi a vágókat a hőtől és a deformációtól. A munkafelületeket, a szerszámokat és a forráskódokat általában speciális kenőanyagokkal kenjük: gépolaj vagy zsírolaj. Ha nem állnak rendelkezésre, akkor egy bevált eszközt használhat - egy darab szalonnát.


- Kézi vágáshoz belülről jobb, ha csővágót és kulcsot használunk. Gázkulccsal a cső rögzítve és vágva van. A fogantyúinak hossza miatt könnyű és könnyen kezelhető. Előfordulhat, hogy nem szükséges, de ez a biztonsági anyag néha szükséges a cső megbízható rögzítőelemeként.
- Jobb, ha a vágás oly módon történik, hogy a külső fordulók átmérője valamivel nagyobb, mint a cső átmérője - ez garantálja a jó csatlakozást.
- A vágáson belüli kapcsolat megbízhatósága érdekében jobb, ha több fordulatot készítünk, például öt. A szál befejezése után újra meg kell sétálni a felületen a garantált minőségi vágás érdekében.

- A futás helyes telepítéséhez kövesse a kockázatok számértékeit.
- A csavarhúzó jó, hosszú távú munkájának érdekében a hibás komponenseket időben kell kicserélni. Új fogak az elhasználódott jobb helyett, hogy ugyanarról a gyártótól vásároljanak.
- Szükséges, hogy a szerszám szerkezeti elemeit szigorúan a paraméterek szerint kombináljuk - a lemezek méreteinek és a csavaros szerszámnak a be nem tartása a fogak töréséhez vezet.


Nézze meg, hogyan lehet vágni a csövet a szálon, amit ebben a videóban lehet.



















