Profil hajlítása: hatékony és biztonságos módszerek

A csővezetékek hajlítása az építőiparban, a közművekben, az energia, az olaj és a gáz, a víz és sok más területen történik a csővezetékrendszerek telepítésekor, az épületszerkezetek gyártása, a lakosság és a városi gazdaságok különböző igényeinek megfelelő termékek előállítása során. Általánosságban elmondható, hogy lehetetlen számolni a teljes értéket, de hasznos tudni, hogyan hajlítsa meg a csöveket. Más módszerek hasznosak lehetnek a háztartásban.

A termékek típusai
A profilcsövek hengerelt termékeit a keresztmetszet keresztmetszetén különböző konfigurációjú fémcsövek sorozata képviseli. Ezek nagyon eltérőek lehetnek, de különböznek a kerekektől, vagyis nem szabványosaktól: ovális és lapos ovális, téglalap alakúak, gyakran négyzet alakúak, lekerekített sarkokkal, sőt sokoldalúak. A kerekeket szűken használják - főként a vízellátás és a csatornahálózat építésére.





A négyzet alakú és négyszögletes alakzatok profilja nagyobb a kereslet a piacon. Annak a ténynek köszönhetően, hogy a legegyszerűbb bármilyen anyagot rögzíteni egy lapos falra, népszerűen ipari és lakóépületek építésére használják. Egy ilyen elem fokozott szilárdsággal rendelkezik, és az épületben merevebb. A profil jól ütközik a pillanatnyi terhelésekkel (hajlító terhelések), ezért jó választás a különböző célú épületek fémkeretének építéséhez.




A termékeket a fém típusától függően széles méretekben állítják elő: például a réz egy sor vastagfalú profilban található, a vágás területének nagy értékével, szemben az alumíniummal. A bútorok vékonyfalú rozsdamentes acélból készülnek. A gyártáshoz használt anyag gyakran magas vagy alacsony ötvözetű acél. A négyzet alakú csövek a gyártási módszerben különböznek egymástól: elektromosan hegesztettek, hidegen hengereltek és melegen hengereltek, zökkenőmentesek. A hegesztés különlegessége egy közömbös gáz közeg jelenléte, de van egy másik út - az indukciós hegesztés.



Jellemzők
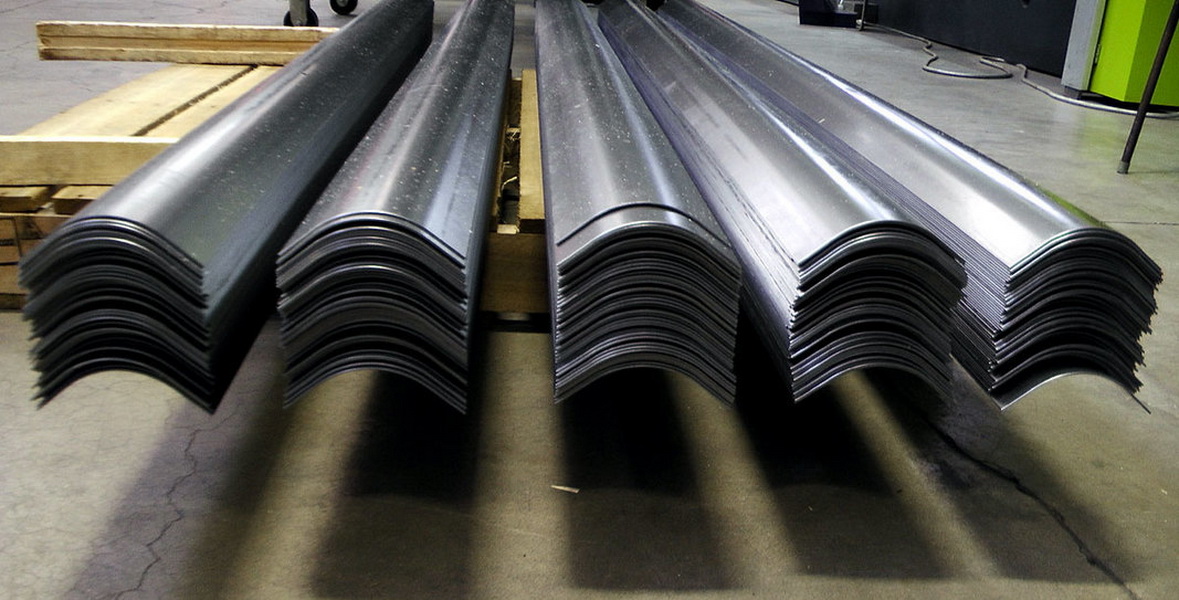
A profilcsövekből származó termékeknek nincs nagy súlya, így könnyen és rövid időn belül nem nehéz íves szerkezeteket hozhat létre. Ez elengedhetetlen a különféle üvegházak és alacsony költségű üvegházak építéséhez.




A fémkeretek használata nem csak a nyári lakosok és kertészek számára fontos. Gyakran előfordul, hogy az ilyen építőanyagok használatának szükségessége a városi lakosoktól származik, ha a ház melletti magánterületet kívánják rendezni. Például gyorsan és olcsón telepíthet egy pavilon, fedett terasz vagy polikarbonát-lombkorona - ez a modern városokban meglehetősen gyakori.




A Profileprokat lépcsők és korlátok építésére is használják. Gyakran előfordul, hogy a szabványos konfiguráció nem alkalmas bizonyos típusú tervezésre, itt különleges felszerelések vagy trükkök használatával rugalmasnak kell lennie. Erről egy kicsit később.




A gyártásban gyártott csövek bizonyos meghatározott geometriai paramétereket tartalmaznak, amelyek ezt követően befolyásolják a műanyag tulajdonságait. A falvastagság és a keresztirányú terület befolyásolja az ilyen paramétereket, mint a minimális hajlítási sugár.Ez azt a kerekítési értéket jelzi, amelynél nem következik be mechanikai sérülés.
Az acéltermékek deformációja nem olyan egyszerű, mint amilyennek első pillantásra tűnhet. Bizonyos ismeretekre, a megfelelő technológia és berendezések kiválasztásának képességére van szükség. A szükséges megjelenés megadása nem a mi munkánk lényege, hanem teljesítése során fontos paraméterek megőrzése - a fal vastagsága, a lineáris méretek fenntartása, és nem a működési képességek megzavarása. Az alábbi terhelések a munkadarabra hatnak, az erő alkalmazása következtében: a belső részen - a kompressziós erőre, a külső (külső) feszültség erőre. Az elem észlelése hatására deformálódik, teljes vagy részleges hajlítást kap.
De a részletek sajátosságai miatt bizonyos problémákkal kell szembenéznünk.
- Az alakváltozás miatti igazításvesztés. Ez azt jelenti, hogy a cső alakú szegmensek különböző síkokban lehetnek, ami elfogadhatatlan. Szakértők, akik ennek a jelenségnek az oka, a hajlítási módszer helytelen választását eredményezik.
- A külső fal szakadása. A fémrepedések nyújtásának folyamatában, ha a terhelés meghaladja azt a mennyiséget, amely ellenáll.
- A belső fal egyenetlen összehúzódása következtében a hullámra emlékeztető redők képződnek rajta.

Visszatérés az alacsony ötvözetű és nagy rugalmassági együtthatójú szén-ötvözetek előző formájához. A hajlítás után sok elem „rugalmasnak” tűnik, és egy ilyen jelenség után a terméket a kívánt dimenziókhoz kell igazítani, ami bonyolítja a munkát. Ahhoz, hogy megszabaduljunk a nemkívánatos problémáktól és a további munkától, meg kell határozni a műanyag ellenállás értékét, és figyelembe véve ezt a paramétert, hajtsa végre a hajlítási eljárást. Meg kell jegyezni, hogy minél kisebb a szög, annál kisebb a rugalmas következmény.

műszerek
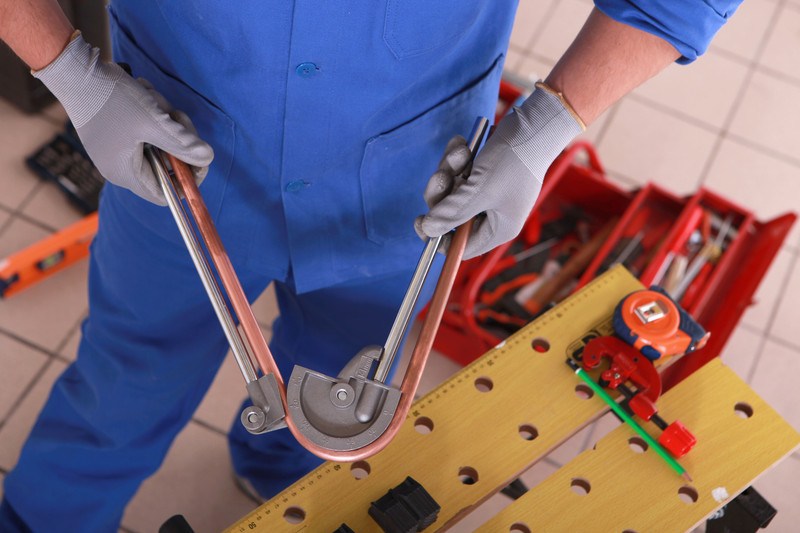
Hordozható ProfilBibek
Nagyon kényelmesen hajtható végre a telepítés helyén. Ehhez racionálisabb egy hordozható csőhajlító használata.

Leverprofilok
A készülék használatakor a profil hajlítása kizárólag egy személy mechanikai erőn keresztül történik. Ez a jelentős nagyságú erő alkalmazásakor a tőkeáttétel miatt válik lehetővé. A műanyagból és rozsdamentes acélból készült alkatrészek, amelyek keresztmetszete legfeljebb két centiméter, 180 fokos hajlításra képesek.
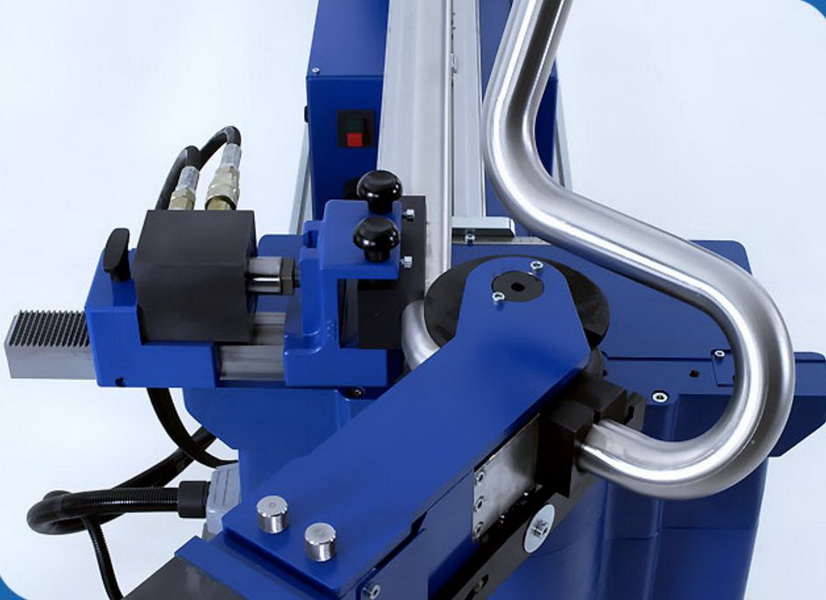
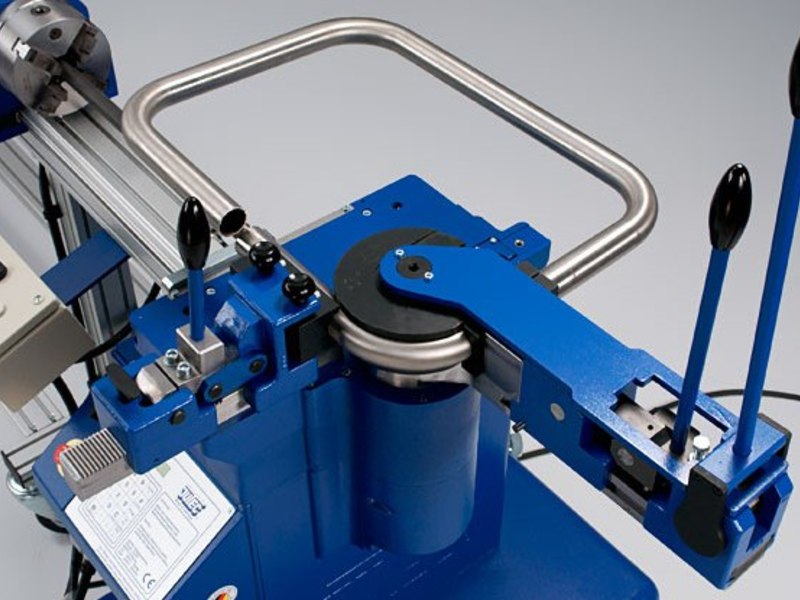
Csőhajlító gépek
Egy ilyen eszköz a következő részekből áll:
- hajlító elem;
- egy hajlító cipőhöz csatlakoztatott mozgó chopik;
- Két, a saját tengelye körül forgó tartóelem, amelyre a hajlított rész kerül elhelyezésre.

A készülék lehet mechanikus (csavaros), hidraulikus, kézi vezérléssel vagy elektromos hajtással. Az ilyen könnyen hordozható készülékek 90 fokos szöget hajthatnak le a 100 mm-es keresztmetszetű műanyagból.
hidraulikus
A gyártás és a háztartási felhasználás során gyakrabban fordulnak elő a kézi vagy mechanikus expozíciós típusú hidraulikus eszközök.
Felsoroljuk az előnyeiket:
- A mechanikus profilegibhez viszonyítva nagy térfogatú.
- Lehetőség a függőleges vagy vízszintes csőhajlító kiválasztására a munkaterület és a munka kényelméből adódóan.
- A lyukasztók egyszerű cseréje (a szög meghatározására szolgáló alkatrészek).
- Olyan eszközök létezése, amelyek egyszerre több telepítést hajthatnak végre, ami jelentősen csökkenti az eltöltött időt.
- A munkahelyi nehézségek kiküszöbölése kezdőknek is.
- Csúszás ellen védő cső létezése és a sérülésekkel figyelmeztető eszközök.
- Az otthoni kézjavítás egyszerűsége.

Elektromos csőhajlítók
Meghajolják a hajlítóelemekre helyezett fémtermékeket, amelyek a sugártól függően megváltoztathatók. Ilyen eszközökön van egy forgó tüske, amelynek segítségével megváltoztatják a terméket. Elektromos áram hiányában a készülék belső akkumulátorról működik.
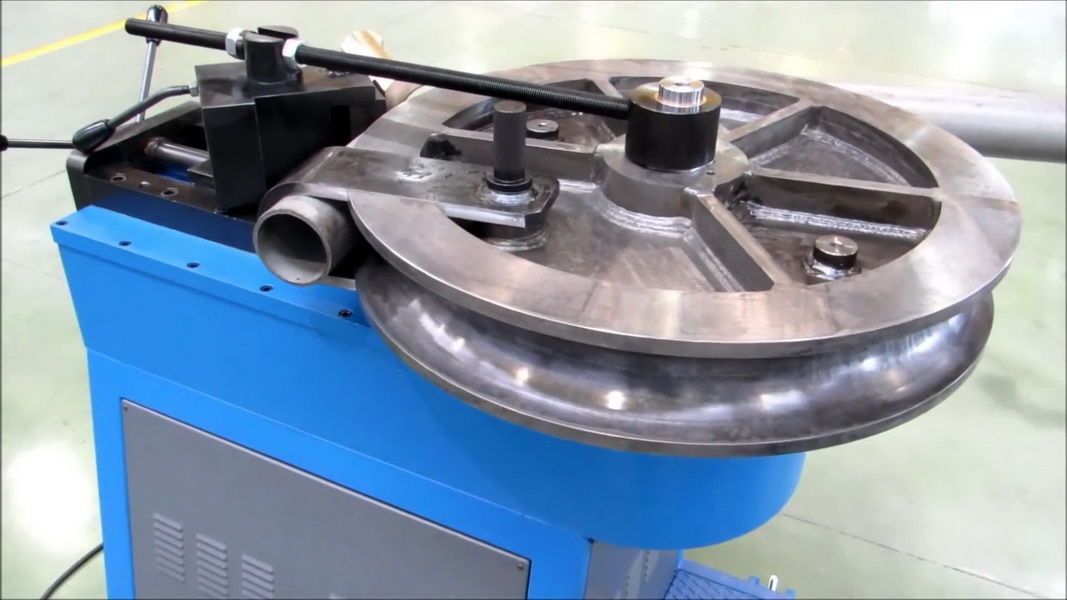
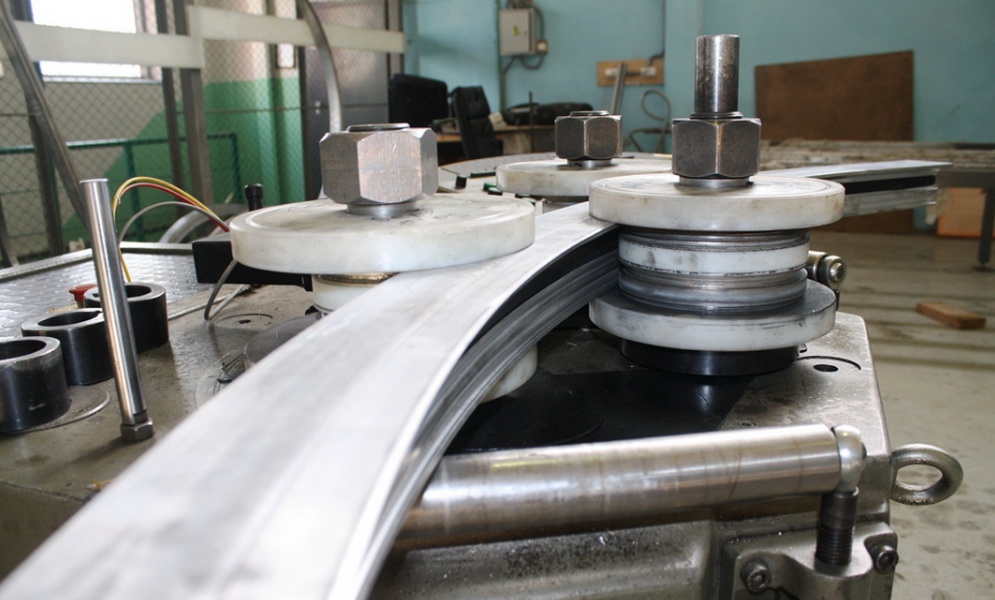
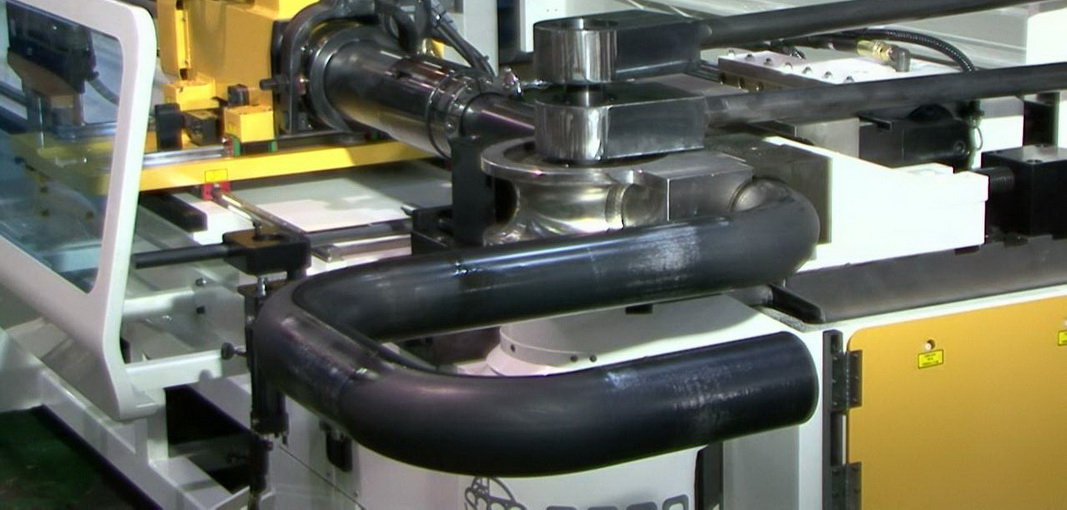
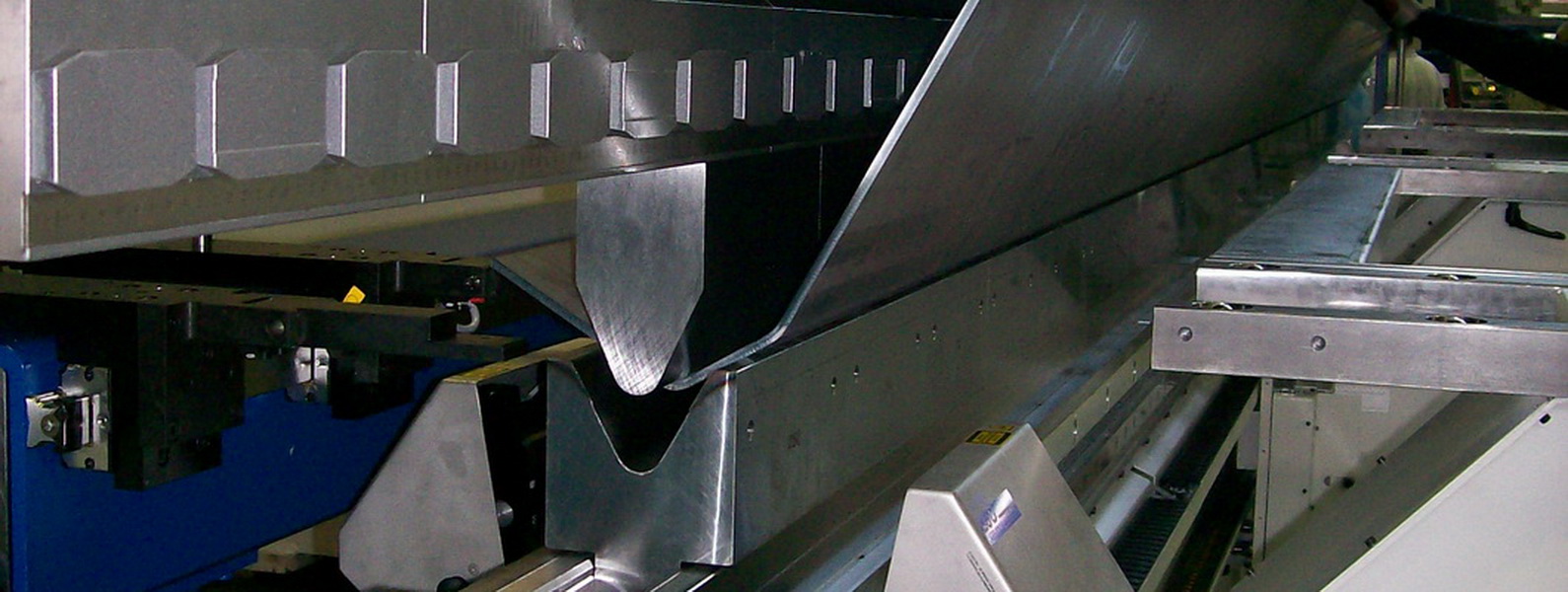
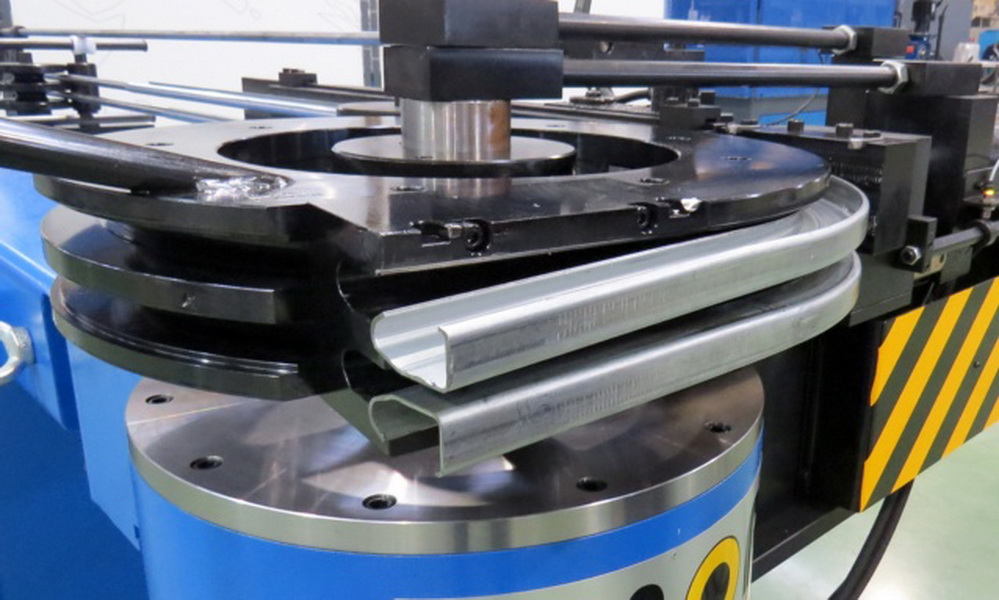
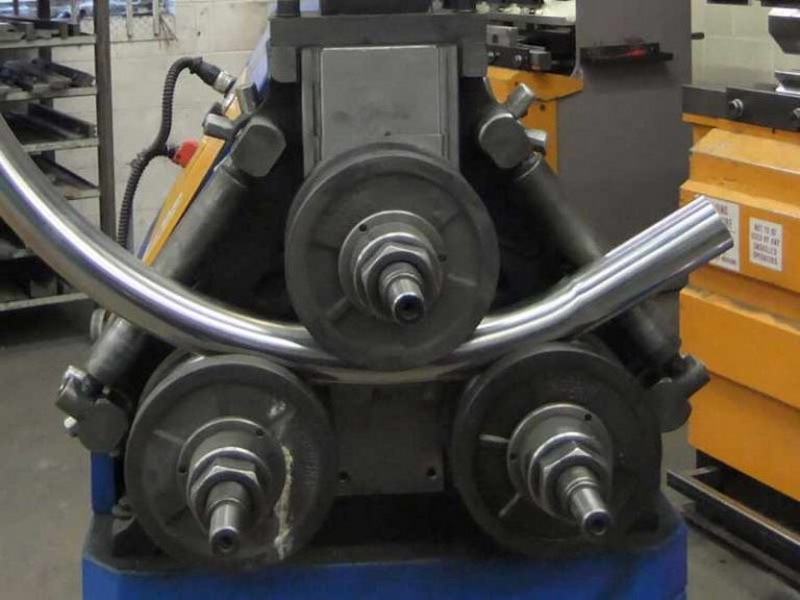
Gépi hajlítás
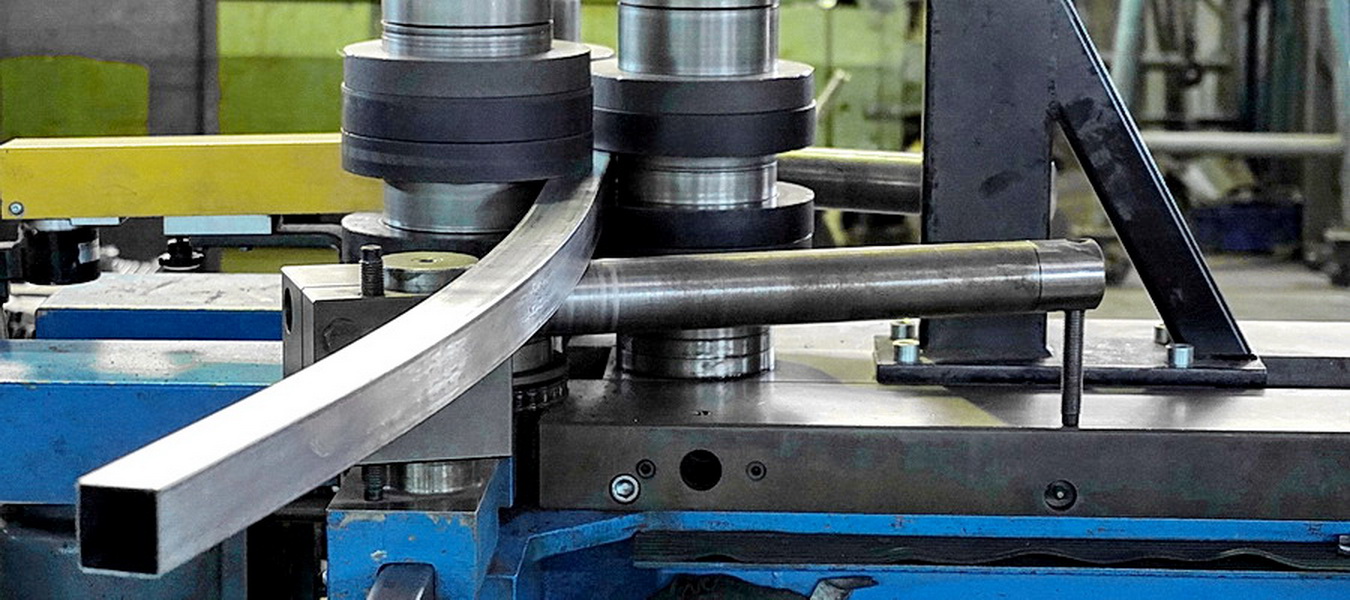
Amikor a hideg módszer, a hengerlés, szabványos hengermalomot használ, melynek három görgős csapágya van. A kijárat kanyarjának alakja és sugara függ a kívánt alak és méret választásától és telepítésétől. Ez a gép bármilyen anyagból és bármilyen konfigurációból származó részekre hajlíthat - ez nem csak négyzet, hanem háromszög alakú és bonyolultabb. Ilyen berendezések segítségével lehetséges a maximális hosszúságú munkadarab deformálása, ami nagyon fontos, és egy terméket 360 fokos hajlítással (gyűrűben) hajthatunk végre. A gördülési módszer a deformáció legáltalánosabb típusa, ezért a berendezés az univerzális.
Ezenkívül a készülék lehetővé teszi, hogy meghatározott szöget állítson be, ami növeli a telepítés pontosságát. A szöget manuálisan vagy CNC-gépeken lehet vezérelni (információ-numerikus vezérléssel) a következő folyamatszabályozással számszerűen beállítva. Ilyen gépeken minden házban fűtött törölközősínek gyártása történik. A fűtött padlócsövek gyártásakor a gépberendezéssel is kapcsolatba kell lépnie. Nagy léptékű gyártású alkatrészei vannak a csigalépcsőknek, a tornácoknak, a kerítések és a díszítő elemek különböző formáinak, amelyek egyszerűen díszítik a belső teret.
Az ilyen eszközök pozitív oldalai a következő lehetőségek.
- Az a képesség, hogy az apró részletekkel való munkavégzés során elkerülhető legyen a pontatlanság, ellentétben a manuális eszközökkel, gyakran körvonalazott görbe vonalak helyett éles hajlítással.
- Pontosság. A komoly építésben kötelező kritérium ez az elem. Az ilyen típusú munkákhoz tervezett egyéb mechanizmusok és módszerek nem hasonlítanak össze a professzionális gépekkel. Az eladásra szánt gyártásnál ez az előny nélkül is lehetetlen.
- Nagy sebességgel érje el a készterméket. Végül is a profilhajlítás átlagos sebessége 0,2-0,3 m / s.
- Autonómiáját. A berendezés századunkban emberi beavatkozás nélkül való működésének képessége már nem innováció, hanem csak hasznos, de valahol alapvető jellemzője a többi jellemzőnek.
- A nagy volumenű tevékenységek lehetősége.

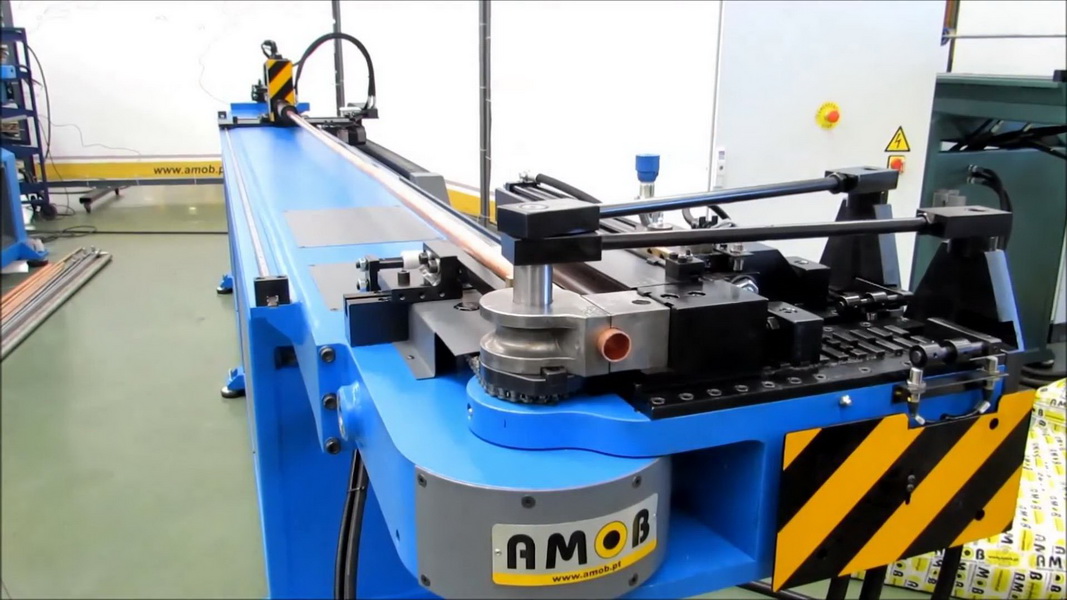
Vannak helyhez kötött profil-hajlító egységek, amelyek 380 V-os tápellátással működnek, amelyek nem alkalmasak személyes használatra. Annak érdekében, hogy ne tegyen hibás vásárlást, alaposan meg kell vizsgálnia a termék jellemzőit. A gördülő telepítés nagyon hatékony dolog, de költséges is. Ezenkívül az ilyen berendezések használata csak gyárban lehetséges.
Gyakran előfordulhat, hogy a jobb minőségű alkatrészek előállításához tüskés hajlítást alkalmaznak, ami gyakorlatilag bármilyen eszközzel való munkavégzésnél lehetséges. Rendben. A Dorn egy merev vagy hajlékony rész, amely a hajlítható szegmensen belül helyezkedik el a további hajlítás helyén. Miután megváltoztatta a termék alakját, kiderül, hogy sima, nincs hajtogatása és más hibája. A módszertan ilyen előnyeinek egy sorát a termékek kimeneténél az elutasítási arány jelentős csökkenése követi.
eszközök
A sugárirányú hajlítás két módja van: hideg és meleg (előmelegítéssel). A módszerek hőmérséklettípusonkénti elválasztása mellett még sok más típus van a gépesítéshez és az alkalmazott berendezésekhez, például hajlításhoz:
- fut;
- seb;
- rajz;
- háromhengeres gördülési módszer;
- két tartó segítségével;
- nyújtási módszer;
- belső hidrosztatikus nyomás alkalmazásával;
- húzza át a szerszámlemezt egy ívelt tengellyel;
- másolókon keresztül.
A választás attól függ, hogy a meleg vagy hideg opció működik-e.
Hideg teljesítmény esetén ez több lehetőséggel is megvalósítható.
- befelé haladva (átmérő 70 mm-ig; alacsony követelmények a hajlításnál a szekció kerekességéhez);
- tekercselés (átmérő 20 mm-ig);
- húzás (vékonyfalú);
- két tartóval (átmérő 300 mm-ig).
A hideg egy kis átmérőjű, és a hideg módszer nem képes hajlítani a terméket, például 45 fokos szögben. A fűtés javítja a fém deformációs tulajdonságait, és a plaszticitás növelésével könnyebbé válik a munka. Az előmelegítés nem okoz problémát a házasságban repedések, maradványkárosodások, hullámok és egyéb következmények formájában. A nagy iparágakban a fűtést nagyfrekvenciás áramok (HDTV) hajtják végre. Kis rész esetén lehetőség van kézi hordozható szerszámok használatára is, egy nagy rész esetében ilyen alternatíva nem alkalmazható, itt a gépesített berendezéseket használják.
Ezen árnyalatok mellett érdemes emlékezni a rugalmas következmények jelenségére. Ez azt jelenti, hogy a munkadarab részleges visszatérése a korábbi alakváltozás után képes. Az érték az anyag típusától és a profil méreteitől, a hőmérsékleti módszertől és a munka típusától függ - manuálisan vagy speciális berendezésen.
A fenti technikákon kívül otthon is elvégezheti a folyamatot olyan eszközök használatával, amelyek könnyen létrehozhatók. A kezdeti jellemzőktől és a kívánt áramkörtől függően elegendő lehetőség van a drága berendezések megtakarítására. Az alábbiakban néhány példa látható.
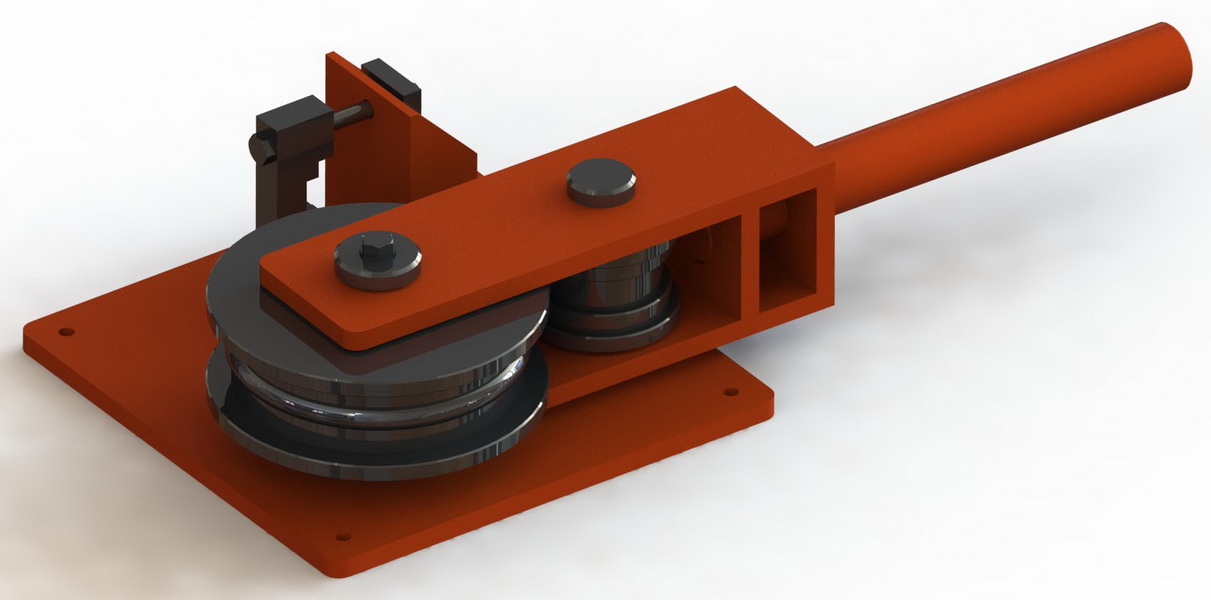
Házi görgős alapú mechanizmus
Ez a legközelebbi változat az eredeti görgős profilegibhez. A létrehozásához 2-4 videót kell vásárolnia. Meg kell jegyezni, hogy szélességük kissé meghaladja a termék szélességét. Ahhoz, hogy az eredményt vízszintesen rögzítsük, úgy, hogy a görgők szabadon foroghassanak, olyan távolságban kell lenniük egymástól, hogy ne akadályozzák a rendszeren átmenő akadályokat.

Ez az önálló asszisztens lehetővé teszi, hogy hajlítsa meg a terméket a kerület körül. Ha szükség van bizonyos szög elérésére, a rendszernek három forgó hengerből kell állnia. Míg az egyikük kívánatos, hogy állítható legyen. A megerősítő elem a görgők között helyezkedik el, és a folyamatot ellenőrző személy görgetést kezd.
A "daráló" és a hegesztőgép használata
Ha egy ilyen mechanizmus építése nem lehetséges a pénzügyek, az idő, a készségek vagy más okok miatt, érthetőbb változatok vannak. A hegesztési módszer alkalmazása azonban jelentős időt vesz igénybe és munkaigényességet igényel.
A művek sorrendje a következő.
- Először is ajánlott kiszámítani a megengedett és meghatározni a szükséges hajlítási sugárt.
- Alkalmazza a termék keresztirányú jelöléseit, amelyek tovább vághatók a további csatlakoztatáshoz. A hajlított részen az simább átmenetre van szükség, annál gyakrabban szükséges a jelek készítése.
- Készítsen három kiválasztott oldalt (él) vágott jelöléssel. A negyedik oldalt nem szabad megérinteni.
- Vágás után hajlítsa meg a terméket a kívánt görbületre. a pontosság javítása érdekében egy darabot készíthet. Például készítsen egy fából készült részt a kívánt kanyarral. Csatlakoztassa a hengerelt nem fűrészelt oldalát a sablon ívelt széléhez, rögzítse, majd hajlítsa meg a mezőt, hogy megfeleljen a sablon hajlításának.
- A fűrészeket óvatosan és megbízhatóan hegessze.
- A területeket óvatosan hegeszteni kell, hogy a rész felületének sima legyen, kiálló részek nélkül.


A vágás nagy területével ez a módszer, mások hiányában, alkalmasabb, mint valaha.Ez a módszer azonban az egyes munkákra alkalmazható, ezért nem szabad alkalmazni azokat, akiknek nagyszámú elemet kell deformálniuk. Ebben az esetben racionálisabb lehet egy görgős hajlító létrehozása.

Rugó a hajlításhoz
Minden mester tud erről a módszerről. Ennek lényege a következő: egy acélhuzal négyszögletes részének egy speciális rugója a cső belsejébe kerül a helyére, ahol szükséges egy kanyar. A rugó tüskéül szolgál, keresztmetszete 1-2 mm-rel kisebb, mint a belső keresztmetszet. A fúvókát használva a további kanyarodás helyét melegítjük, a rúdra megfelelő hajlítási sugárral alkalmazzuk, és erő alkalmazásával ne nyomjuk be élesen a kívánt görbület eléréséig. Ez a módszer meglehetősen egyszerű, de a munkavégzés során ajánlott, óvatosan tartsa be a biztonsági óvintézkedéseket: dolgozzon speciális kesztyűben és használjon fogót.
tippek
A forró módszer bonyolultságáról
Ahhoz, hogy a csövet forró módon lehessen hajlítani, használjon homokból készült töltőanyagot. Ideális megoldás a közepes szemcsés homok - építés vagy folyó. Ha ez nem lehetséges, az utóbbi esetben a gyermek homokozójából származó, de a felesleges tartalmakat megtisztított anyag is alkalmas lesz. A felesleges szennyeződések megtisztításához a szitát át kell szitálni kb. 2 mm-es lyukakkal. Az első szűrés után a szitán nagy tárgyak maradnak - gallyak és kavicsok. A töltőanyagban való jelenlétük rendkívül nemkívánatos, mert melegítéskor hatással lehet a megkönnyebbülésre és egy dudorodást képezhet. Ezután másodszor is meg kell szitálnia a jövő töltőanyagát egy finom szitán keresztül, hogy megszabaduljon a túl finom homoktól. A szitálás után a homokot kalcináljuk.

A cső, a hajlítás helyén, lágyul. Elaludás előtt a töltőanyagnak gondoskodnia kell a dugókról, amelyek nem teszik lehetővé, hogy elég aludni tudjon. Javasoljuk, hogy a fáról kivonják őket, hogy azok a falakhoz illeszkedjenek. Az egyik dugóban meg kell vágni azokat a hornyokat, amelyeken keresztül a forró levegőnek ki kell jönnie. Az ilyen nyílások mindegyik oldalon vannak elhelyezve, azaz négy négyzetszakasz van. Miután telepítette a dugót lyukak nélkül a tölcséren, elkezdheti a töltőanyag betöltését. Ugyanakkor időközönként meg kell ütni a részt, hogy lezárja a homokot. A második dugó rögzítése után megjelölheti a hajlítást, rögzítheti az alkatrészt és egyenletes fűtést hozhat létre. Ha az alkatrész hegesztésre kerül, a varrást a kanyarban kívül kell elhelyezni annak érdekében, hogy elkerülhető legyen az eltérés. A hajlító rész színe vörös cseresznye színű, és a csőtől - a skála elszállításához.

Javasoljuk, hogy az első fűtés során hajtsa végre a fémtermékeket, ellenkező esetben az elem szilárdsága és törése vezethet. Ha a lehűlés után a fa dugókat nehezen lehet eltávolítani, be lehet állítani a tűzbe, és az égés után öntsük ki a homokot.
A hideg módszer bonyolultságáról
A hideg módszer finomságai:
- Speciális szerszámok és fűtés nélkül a hideg évszakban a hajlítási folyamat nagyban megkönnyíthető. Ehhez alternatívaként a homokmódszerhez töltőanyagként vizet alkalmazunk. A dugók feltöltése és beszerelése után a termék a folyadék teljes befagyasztásához szükséges ideig fagynak van kitéve. A fagyasztott víz fizikai tulajdonságainak fényében a hajlítás könnyebb lesz.
- A kefék sérüléseinek elkerülése és az alkalmazott erők csökkentése érdekében javasoljuk, hogy egy profi csövet használjon, melynek egy része kissé hajlítottabb. Ehhez a kisebb profil szélén nagyobb profil van, ami növeli a vállerőt.
- A mestereknek ajánlatos, hogy próbálkozzanak a termék szükségtelen részén, ez ad egy képet annak fizikai tulajdonságairól, és megakadályozza a későbbi kísérletek során fellépő hibákat.
Összefoglalva a fentieket, következtetéseket levonhatunk arról, hogy mennyire hatékony lesz ez vagy az eljárás. A jobb eredmény elérése és az idő megtakarítása érdekében célszerűbb olyan szakemberek felé fordulni, akiknek kifejezetten erre a célra tervezték. Ha a munka több termék hajlítását is magában foglalja, akkor miért ne gondoljunk a speciális felszerelések beszerzésére, és talán a más emberek hajlítási szolgáltatásainak nyújtására is. Ebben az esetben gyorsan visszaszerezheti az eszközt.
Alternatív megoldásként lehetőség van egy csőhajlító eszköz egy adott időre történő bérlésére is. Ha a városban van ilyen lehetőség, akkor időt takarít meg, és nem kell túlfizetnie a vállalatok drága szolgáltatásait.
A csőhajlító nélküli cső hajlításra vonatkozó információkért lásd a következő videót.



















