Hogyan kell a polipropilén csöveket forrasztani?

A polimer termékeket számos területen használják. Műanyag pohár, szennyeskosár, fűtőtestek - mindegyike polimerek alapján készült.
A polipropilén egyetemesnek tekinthető. Ebből az anyagból készült csövek a csővezeték, a padlófűtés, a szellőztetés a házban történő telepítésére szolgálnak. A telepítési technológia nem igényel speciális készségeket. Ismerje meg, hogyan kell a polipropilén csöveket forrasztani, fél órán belül függetlenül.


Jellemzők
A polipropilén szintetikus polimer nagy fizikomechanikai tulajdonságokkal rendelkezik. Mindkettő tartós, rugalmas és ellenáll a negatív hatásoknak. Nem fél a fújásoktól, a hőmérsékletcseppektől, a kémiatól. Ilyen jellemzőkkel nehéz meggyőződni arról, hogy a polipropilén legközelebbi hozzátartozója a polietilén.
A propilén polimerizációs eljárásával nyert anyag. A szilárdsági jellemzők elérése érdekében a nyersanyagokhoz katalizátorokat adunk. Az anyagok kémiai reakciójának terméke fehér por vagy színes szemcsék.


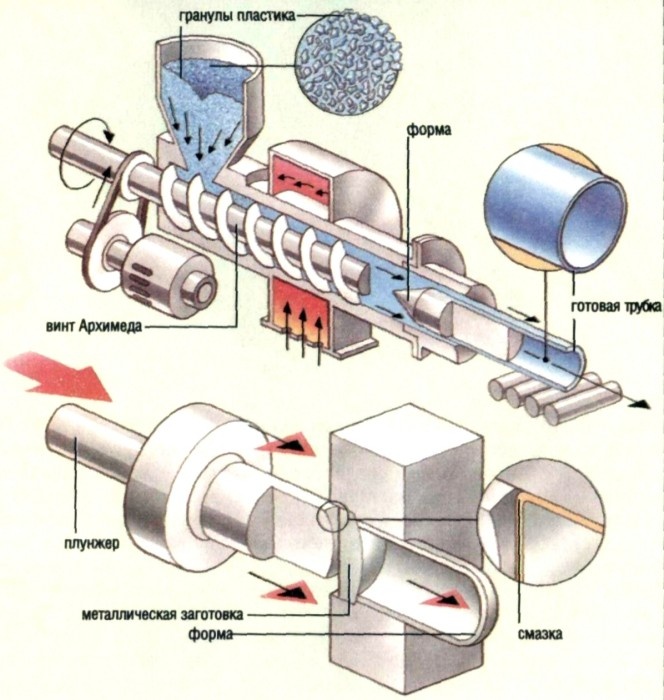
Granulált vagy porított polipropilént adagolnak a termeléshez, amely hat szakaszban történik:
- Extrudáló. Az első nyersanyag az extruderbe kerül. A készülék belsejében a granulátumok lágyulnak és műanyag tömegké válnak. Ahhoz, hogy szilárd anyagot illékony tömeggé alakítsunk, 250 ° C-ra melegítjük. Fehér csövek esetében a nyersanyagokat tiszta formában használják. Ha színes termékekre van szükség, akkor a kívánt színárnyalatot hozzáadjuk az extruderhez. A pigment hozzáadása nem befolyásolja a termék minőségét.
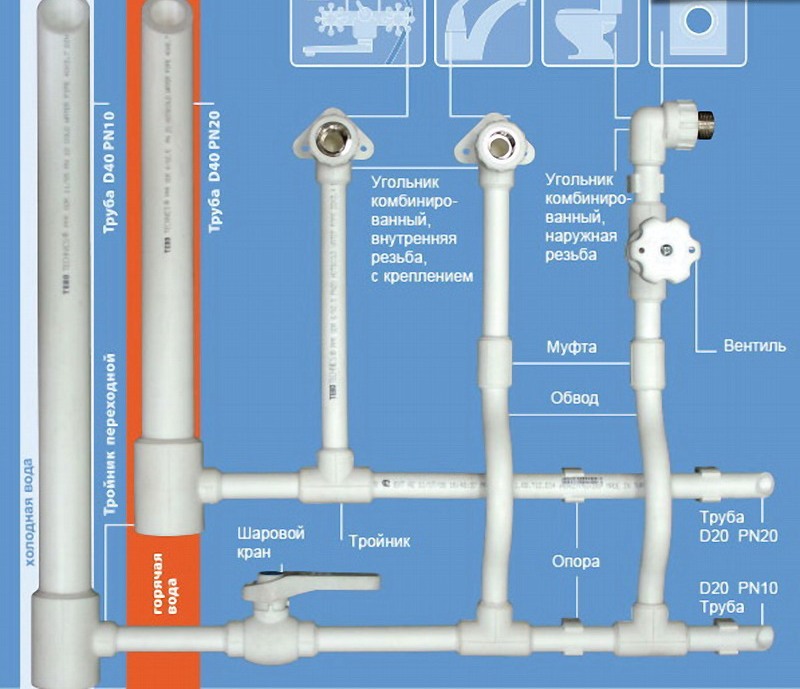
- Mintázás. A következő lépésben a masszát profilozzák. Az extruder "kiszorítja" a csőhüvelyeket. A szabvány szerint a házban végzett munkákhoz a csőátmérő 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 mm. A földalatti munkákhoz (kommunikációs munkák) nagy átmérőjű termékeket használhatunk - akár 120 cm-ig.

- Edzés. Hideg vízzel hűtött meleg tuskó. Ehhez a termékhez hűtőfürdőbe kerül.
- Védő réteg alkalmazása. A keményített csöveket olyan berendezésen vezetik át, amely a terméket vékony védőfólia rétegbe csomagolja. Ez a fóliafilm. Hosszú tárolás után segít az anyagok felhasználására. Telepítés előtt a filmet el kell távolítani.
- Jelölést. Az alapinformációk a fóliára vonatkoznak. Ezen a helyen azonnal meghatározhatja, hogy melyik munkákra vagy ilyen típusú csövekre van szükség.
- Felosztása. Ez az utolsó gyártási szakasz. A vágott termékek a raktárba kerülnek csomagolásra és tárolásra.



Ugyanazon nyersanyagokból származó kis és alakú alkatrészek (például csövek szerelvényei) hasonló módon készülnek. Az extruder után a folyékony masszát bejuttatjuk az öntőformába, ahol az összetett alak részleteit öntöttük. A vágás nem szükséges. A darabból kis darabokat készítünk.
A megerősített csövek gyártása valamivel bonyolultabb. Ez egy tartósabb anyagok közbenső vagy külső rétegét jelenti. Ez a réteg azért szükséges, hogy csökkentsék a húzódást a növekvő hőmérsékletekkel.
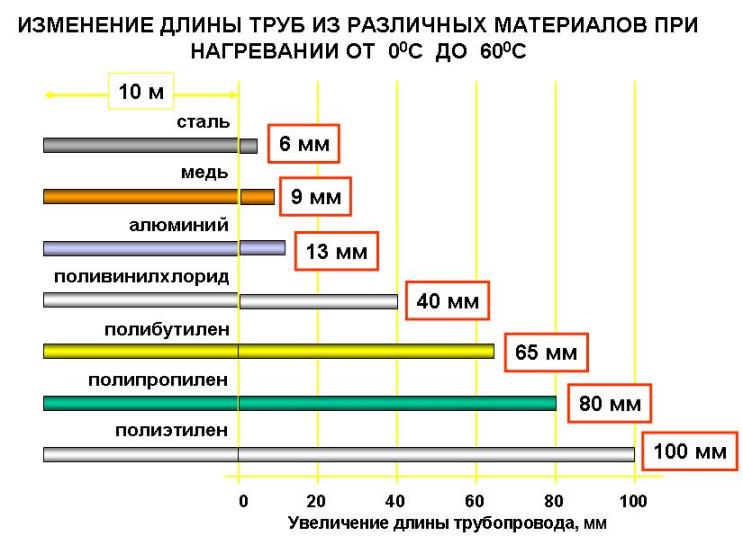
Mivel a polipropilén közel van a polietilénhez - egy nyújtó- és műanyaganyaghoz -, az a tulajdonsága is, hogy a hőmérséklet változásakor mérete nő. Alacsony szinten az anyag tömörítve van, magasra nyúlik.

A polipropilén anyagok nyújtási aránya jelentős. Így egy 10 m hosszú cső 95-100 ° C hőmérsékleten 150 mm-rel nyúlik. Ez nagyon fontos a propilén alkatrészeket használó közművek számára.
A nyújtás veszélyes, mert a cső már nem olyan erős, mint a hőmérséklet változása.Ezért meg kell akadályozni minden olyan rendszerben, ahol a termék maximális fűtési hőmérséklete meghaladja a 90 ° C-ot.
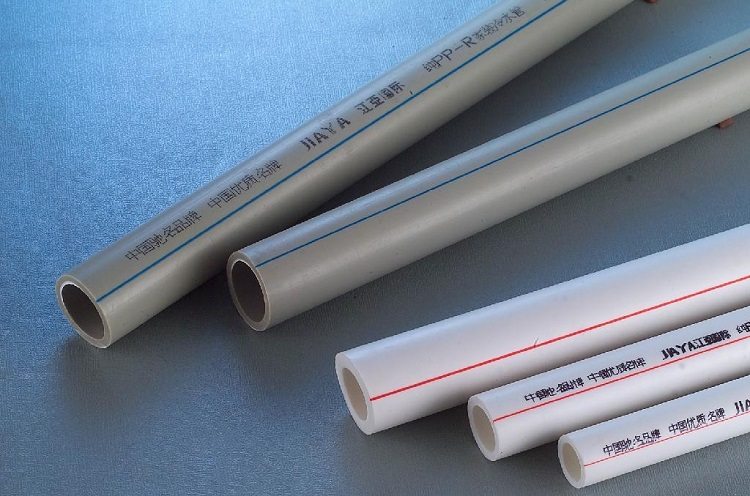
A polipropilén csövek terjedelmét a vastagság határozza meg: annál vastagabbak, annál erősebbek. Minél erősebb - a nagyobb mechanikai és fizikai stressz ellenáll. A „keményebb” csövek működnek, annál szélesebb a felhasználási tartomány.
A gyártók kétféle terméket gyártanak: vékonyfalú és vastagfalú.

A vékonyfalú csöveket a PN10 és a PN16 jelölések figyelik. A PN10 képes ellenállni a 45 ° C-os hőmérsékletcsökkenésnek és a 10 atm-nál nem nagyobb nyomásnak. Falvastagság - 0,9-1 mm. Alkalmazásuk terjedelmét erősen korlátozzák a műszaki jellemzők, így ezek a legolcsóbbak. Magas hőmérsékletektől távol kell használni.
A PN16 ellenáll 60 ° C-ig és 16 atm nyomásig. A falak sokkal vastagabbak - 15 mm. Ugyanakkor az ilyen típusú csövek megkülönböztető tulajdonsága, hogy sok területen nehéz az anyag használata. Ez 60 ° C feletti hőmérsékleten nagy kiterjedésű. Szinte minden fűtési rendszerben, ahol gyakran használnak csöveket, a hőmérséklet ezen érték felett van.
A vastagfalúak esetében a márkák a PN20-tól kezdődnek. Ez egy komoly, 21 mm-es, vastag, szilárd falú berendezés. Univerzális bármilyen munkához.


A vastagfalú csöveket megerősítik és nem erősítik.
Az erősítő réteg a cső belsejében helyezkedik el, a propilén vagy a terméken kívüli rétegek között, mint a héj. Megvédi a polimer termékeket a magas hőmérsékleten történő nyújtástól.
Különböző anyagokból készült:
- üvegszálas;
- fólia;
- polietilén;
- alumínium.
A megerősítés nélküli és üvegszálas erősítő réteggel ellátott csövek a legkönnyebben telepíthetők. Megolvadnak, és akadályok nélkül csatlakoznak a szerelvényekhez. A kapcsolat megbízható.


Az alumínium és fólia csövek nehezebb dolgozni. Ha az alumínium a polipropilén rétegen kívül van, akkor az összekötő csomópont teljes szélességéhez kell vágni. Csíkozás nélkül lehetetlen a forrasztás. Az alumínium védelem miatt nem lesz lehetséges a propilén megolvasztása, ami azt jelenti, hogy nem lesz jó minőségű vegyület.
A cső tisztításához speciális szerszámra van szükség az alumínium erősítésű csövekhez. Ez az eljárás hosszú és fáradságos, különösen a termék nagy átmérőjével.


Ha az alumíniumréteg a propiléncső belsejében van, akkor a tisztítás még nehezebb. De ez szükséges. A beépítés során a propilén belső és külső rétegeit össze kell olvasztani és „forrasztani” alumíniumot, hogy ne kerüljön víz.
Az alumínium nem rozsdásodik meg, de ha a rétegek között víz kerül, a cső felszakadhat.
A termék belsejében található alumíniumlemezekkel kombinált termékek és csövek a legnehezebb telepíteni, de nem a leghatékonyabbak.


Előnyök és hátrányok
Az anyagnak számos előnye van:
- Viszonylag könnyű. A polipropilén csövek 9-szer kisebbek, mint a fém. Könnyebben szállítható és összeszerelhető.
- Egy cső ára 4 m - 30-110 rubel.
- A telepítés nem igényel szakmai készségeket. Érdemes dolgozni a tartalék alkatrészeken, de ez nem fog sok időt venni.
- Megbízható és szoros kapcsolat a csővezeték részei és bármely más kialakítása. A forrasztás biztosítja. Az ízületek védve vannak a víz és a szivárgás ellen, és olyan erősek, mint maga a cső.
- Az anyag feldolgozható. Egyenes és ferde vágásokat készíthetsz, 1 cm széles és tetszőleges hosszúságú darabokra vágva. Ez akkor kényelmes, ha a csöveket nehezen elérhető helyeken kell telepíteni.


- Az anyag megfelel a GOST követelményeinek. Olyan anyagok előállításában, amelyek érintkezhetnek ivóvízzel.
- A műszaki jellemzők megfelelnek az SNiP követelményeinek a csövek különböző üzemi körülmények között történő felszerelésére. Tegyük fel, hogy a telepítés belül és kívül (földalatti).
- A polipropilén nem rozsda. A készítményben nincsenek olyan anyagok, amelyek korrozív folyamatokra alkalmasak.
- A termékeket nem kell festeni. Már fehér vagy más színű és félig matt felületűek. A festéket a nyersanyagokhoz adják a gyártás első szakaszában, így a pigment szilárdan rögzítve van. 10 év szolgálati idő után a termék azonos színű lesz.


- Minden feladathoz - saját megoldásához. Ha hideg vizet kell tartani, a PN10 forró vízre - PN25.
- A víz csendesen folyik a csöveken. A csendet az anyag vastagsága és sűrűsége biztosítja.
- A cső belsejében nem jelenik meg a víz egyenáramából származó üledék.
- Élettartam - 50 évig.
- Hulladékmentes használat. A csövek maradványaiból hasznos és szép dolgokat tehetünk otthon és életben.

De még mindig vannak hátrányok:
- A csöveket magas hőmérsékleten nyújtják. Még megerősítették.
- A termékek nem hajlíthatók. A cső irányának megváltoztatásához (fordítsa el a sarkot, lefelé és hátra) szerelvényeket kell használni.
- A forrasztáshoz speciális szerszámok szükségesek.
- A cső felületén karcolások lehetnek a mechanikai sérülésektől. Az integritás nem káros, de a megjelenés szenved.
- A megerősített csövek forrasztáshoz szükségesek. Csak üvegszálas termékeket lehet forrasztani, az alumíniumot és a fóliát meg kell tisztítani.



Hol kell jelentkezni?
Polipropilén csövek - többfunkciós dolog a háztartásban.
Néhány közülük:
- Vízvezeték-rendszer. A hidegvíz ellátáshoz megfelelő, nem erősített vékonyfalú vagy vastagfalú cső. Olcsó, könnyen telepíthető, 45 fokos vízszállítással küzd.
- Melegvíz rendszer. Az NP20 vagy NP25 címkével ellátott csövek forró vizet tudnak biztosan szállítani. A propilén csak 170 ° C-on kezd olvadni.


- Központi fűtési rendszer a házban, házban vagy házban. Ehhez válasszon egy nagy átmérőjű csövet üvegszállal. Ezek megbízhatóak és nem igényelnek bonyolult eltávolítást. Az ilyen csövek forrasztása egy bangdal történik. Az üvegszálas csövek hővezető nyúlása 10-szer kisebb, mint a nélkül - mindössze 1,5 cm, emiatt a csövek nem nyúlnak és nem deformálódnak.
- Víz padlófűtés. Ha nincs elegendő hő a csővezetékekről forró vízzel, akkor padlófűtési rendszert szerelnek fel. Az ilyen padló hátránya, hogy a csövet egy kis lépéssel nem lehet forgatni. Plusz - a rendszer karbantartásának költsége és élettartama. A vízmelegített padló élettartama körülbelül 50 év. Ugyanakkor a rendszer közvetlenül a padlózatba szerelhető.

- Kiegészítő rendszerek: szellőzés és szennyvíz.
- A kerítés az országban. Nem fogja megvédeni a hívatlan vendégeket, de a területet a szomszédaival jellemezheti. A védett külvárosi területeken az egyik legegyszerűbb és költségvetési lehetőség.
- Üvegház vagy üvegház. A csövek tartósak és télen tűrik a hóterhelést. Ezek közül egy kényelmes, 1,5-2 m magas üvegházhatást jelent.
- Tavaszi virágágyás kerti növények számára.
- Gazebo és kerti bútorok. Székek, kandallók, napellenzők, hordozható asztalok, nyugágyak.





- Háztartási cikkek. Hasznos dolgokat lehet tenni a csarnok, egy csarnok, egy erkély, egy garázs, egy műhely, egy gyermekszoba törmelékeiből. A pólók, csatlakozók és csőszakaszok segítségével bármilyen geometriai alakzat összeszerelésre kerül - cipőállvány, virágállvány, vállfa, szárító vagy szemetes. Mindez elég fantázia és az anyag maradványai. Kényelmes a játszóterek, hinták és házak gyűjtése kisgyermekek számára. Ha hozzáad egy hálót, kiváló kaput kap a gyermekek labdarúgásához.
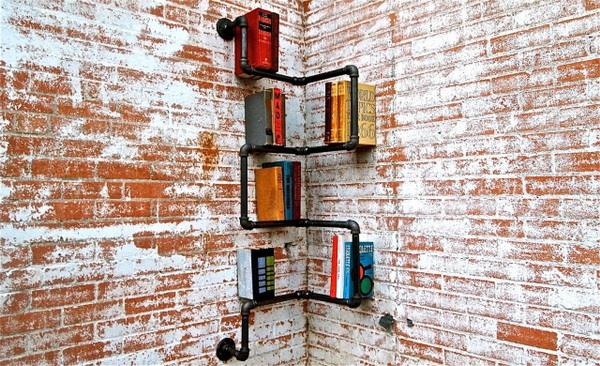
- A dekor elemek. A sarkok és adapterek segítségével könyvespolcot állíthat fel loft stílusban. Rövid, különböző átmérőjű törmelék kerül kialakításra egy képkeret vagy tükör, lámpák, virágcserepek és vázák létrehozásához.


Mi szükséges?
A polipropilén csöveknél több szerszámcsoportra lesz szükség.
Az első csoport a mérésekhez szükséges. Roulette, vonalzók, markerek, építési szintek. Komplex esetekben szükség van matematikai számításokra.Például, amikor propilén csöveket használnak a víz külső forrásból a házba történő szállításához.
A rajzoló és mérőeszközökön kívül alkoholt és pamutszövetet kell vágni. Ezek a csövek felületének zsírtalanításához szükségesek. A zsírtalanított felületi elrendezések jobban lefektetnek, és kényelmesebb a forrasztáshoz.
A második készülékcsoport a vágáshoz szükséges. Egy cső hossza átlagosan 4 méter. Ebből a részből rövid darabokat kell vágni, és a csővezetékek telepítésének helyére kell igazítani.

A cső vágása hulladékanyaggal nem ajánlott. Hosszú, kényelmetlen, és a vágás rossz minőségű. Széle "legyek", ösvényekkel kiderül. Meg kell tisztítani a csiszolópapírral vagy vágni egy vékony késsel.
Eszközök egyetlen vágáshoz (1-2 darab töredék vágására, ha mások nem voltak kézben):
- fémfűrész;
- szúrófűrészhez;
- Fűrész-bolgár;
- önélező kés.
A propilén puha, így ezek az eszközök elvégzik a munkát. Ha ezeket mások hiányában kell használni, fontos, hogy a vágás egyenetlen legyen, és a chipek belsejébe kerülnek. Ezt a chipet úgy kell eltávolítani, hogy ne jusson át a vízellátó rendszeren vagy a padlófűtési rendszeren.



Az elektromos eszközök (kirakós, fűrész) pontosságot igényelnek. Szükséges az erő befolyásolása, amellyel a csőre gyakorolt nyomás következik be, és a vágás során többször forgassa a csövet. Ez segít, hogy a vágás egyenes és ne szögben legyen.
Ezeket az eszközöket helyesen kell használni - ne vágja le, hanem próbálja meg rögzíteni a terméket, és nyomja le a szerszámot. Ebben az esetben a vágás a lehető legközelebb lesz az ideálishoz, és a chipek kisebbek lesznek. Ez a módszer azonban csak vékony falú és kis átmérőjű csövekhez alkalmazható. A megerősített termékekkel meg kell tapadni.
Szerszámok a kiváló minőségű csövek vágásához:
- speciális olló műanyag csövekhez, beleértve a propilént;
- hengervágó;
- elektromos csővágó;
- guillotine csővágó.



A cső ollók nagyon különböznek a szokásosaktól. Az éles penge csak egy oldalon van rögzítve. A második helyett egy széles fém alap. A talp belsejében van egy horony. A szél éles széle belép ebbe a horonyba, amikor műanyagból készül. A cső széle egyenletes és alkalmas a telepítésre.
Az ilyen ollóval való munkavégzéshez csak az izmok erőssége szükséges. A cső vágásához be kell zárni az olló fogantyúit a műanyagon áthaladó pengéhez.
Ezeknek az ollóknak az az előnye, hogy könnyűek, olcsóak, könnyen áthelyezhetők helyről a másikra. Hátránya, hogy a penge és az alap közötti távolság nem növelhető. Csak vékony csövek (legfeljebb 45 mm) jutnak bele.
A nagy átmérőjű termékeket (szennyvíz, fűtés) nem lehet kézzel vágni.


Egyes mesterek azt is figyelembe veszik, hogy az eszköz hatékonysága közvetlenül kapcsolódik a fizikai erőfeszítéshez.
Ezzel ellentétben a görgős csővágó inkább a nagy átmérőjű munkára koncentrál. Külsőleg úgy néz ki, mint egy bilincs. A vágókés a bilincs végén található.
Még könnyebb elképzelni ezt az eszközt, ha felidézzük a gördülő dobozok kézi gépét. A szerelvény a csőre van szerelve és csavarral meghúzva. Fontos, hogy ne húzza, hogy a termék ne repedjen. Ezután meg kell vennie a penge fogantyúját és forgatni az óramutató járásával megegyező irányba. Az eredmény egy sima élű kör alakú vágás.
A szerszám előnye kényelmes és jó minőségű eredmény. Mérete és tömege nagyobb, mint az olló. A cselekvés elve fizikai erőfeszítéssel is összefügg.


Elektromos (vagy akkumulátoros) csővágó elektromos motor segítségével. Gyorsan és könnyedén megbirkózik a feladattal. Ugyanakkor a termék átmérője is korlátozott, mint a kézi olló esetében.
A guillotine csővágó kézi szerszámokra vonatkozik.Tervezése alapvetően különbözik az ollóval és a csővágókkal, és a lehetőségek némileg nagyobbak. 5-35 cm átmérőjű csöveket vághatnak, ugyanakkor nincs szükség a cső bilincsekkel történő rögzítésére. A vágás sima, plasztikai repedés veszélye nélkül.
Nem ajánlott "körkörös" és szalagfűrész használata. Ezek veszélyesek a belső és az emberi cső integritására.
A harmadik szerszámcsoport csövek eltávolításához hasznos.
Csak két eszközt tartalmaz, de nagyon fontosak:
- Lapos skimmers;
- kalibrátor.



A fáziskészülék célja, hogy a vágott cső körül távolítsa el a műanyag szélét és a felső réteget. Ez javítja a forrasztás minőségét.
A rögzítők átmérője eltérő. Ezek mechanikusak és automatikusak is. Az eszköz nem univerzális, ezért fontos, hogy ne veszítsük el a jellemzőket.
A megerősített csövek feldolgozásához kalibrátorra van szükség. Használja az alumínium réteg vagy fólia eltávolításához. Ő is képes megszüntetni a vágások sorát és szabálytalanságait. Egyes kalibrátorok elvégezhetik a phaser funkcióit.
A kalibrátor hasznos funkciója, hogy tökéletesen kerek alakot hozzon létre a vágáskor, ha a cső enyhén ráncos a vágási folyamat során.
Ezen eszközök fő hátránya, hogy minden átmérőhöz saját kalibrátorra és faskosimitelre van szükség.


A negyedik eszközcsoport valójában forrasztáshoz szükséges. A csövek hegesztése vagy forrasztása cserélhető fúvókákkal ellátott forrasztópáka segítségével történik. A készülékkel való munkavégzés óvatossági és biztonsági intézkedéseket igényel.
Mivel a forrasztópáka magas hőmérsékletre felmelegszik, fennáll annak a veszélye, hogy égés közben égethet. A bevásárlólistában a forrasztáshoz először egy jó szűk kesztyűnek kell lennie, lehetőleg hőálló bevonattal.
A forrasztópáka cserélhető fúvókáknak kell lennie a különböző átmérőjű csövek számára. A fúvókát az imbuszkulccsal módosíthatja.
A hőmérsékletszabályozáshoz tartozó kapcsolókapcsoló a ház oldalán vagy tetején található. Bármilyen forrasztópákahoz mellékelt egy használati útmutató, amely részletes leírást tartalmaz a műszerről és az ezzel elvégezhető összes manipulációról.

oktatás
Általánosságban elmondható, hogy a professzionális csőhegesztés egyszerűnek tűnik: fűtött, csatlakoztatott, fix. A kulcsszó itt a szakember. A kezdő szakemberek és egyszerűen otthonos házigazdák számára az eljárás több lépésből áll. És nehezebb elvégezni őket.
A hegesztésnek két módja van: a végponttól a végig és a foglalatig.
Ha a cső két része csuklós csatlakozó, nincsenek további alkatrészek. A kisebb átmérőjű cső a nagyobb átmérőjű termékbe kerül. Ez a legegyszerűbb, de nem a leghatékonyabb mód. Ily módon nehéz csőhengerlést csatlakoztatni, ha nem csak egyenesen halad.
A foglalat módszere sokkal megbízhatóbb. Ez magában foglalja az alkatrészek csatlakoztatását különféle konfigurációkkal. A szerelvények segítségével könnyen megváltoztathatja a csővezeték irányát, elágazó és összetett vízellátó rendszereket készíthet.

Mindkét esetben a hegesztés vagy keményforrasztás két fűtött rész dokkolása. Annak a ténynek köszönhetően, hogy a két rész részei lágyak és rugalmasak a deformációhoz, diffúzió lép fel (az anyagok kölcsönös behatolása). Egy szilárd kapcsolat jön létre. Jellemzői szerint a csővezeték a csomóponton nem különbözik a gyári propilén termék jellemzőitől.
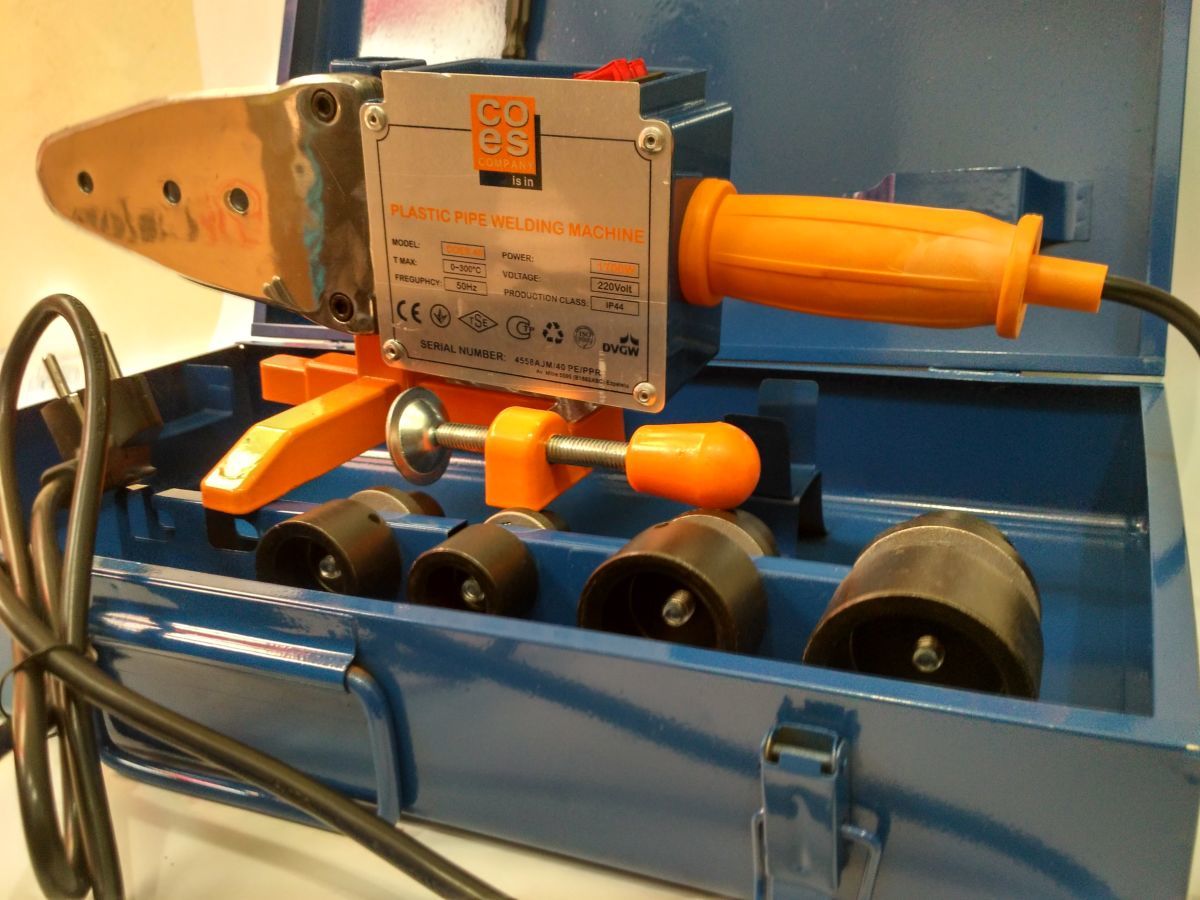
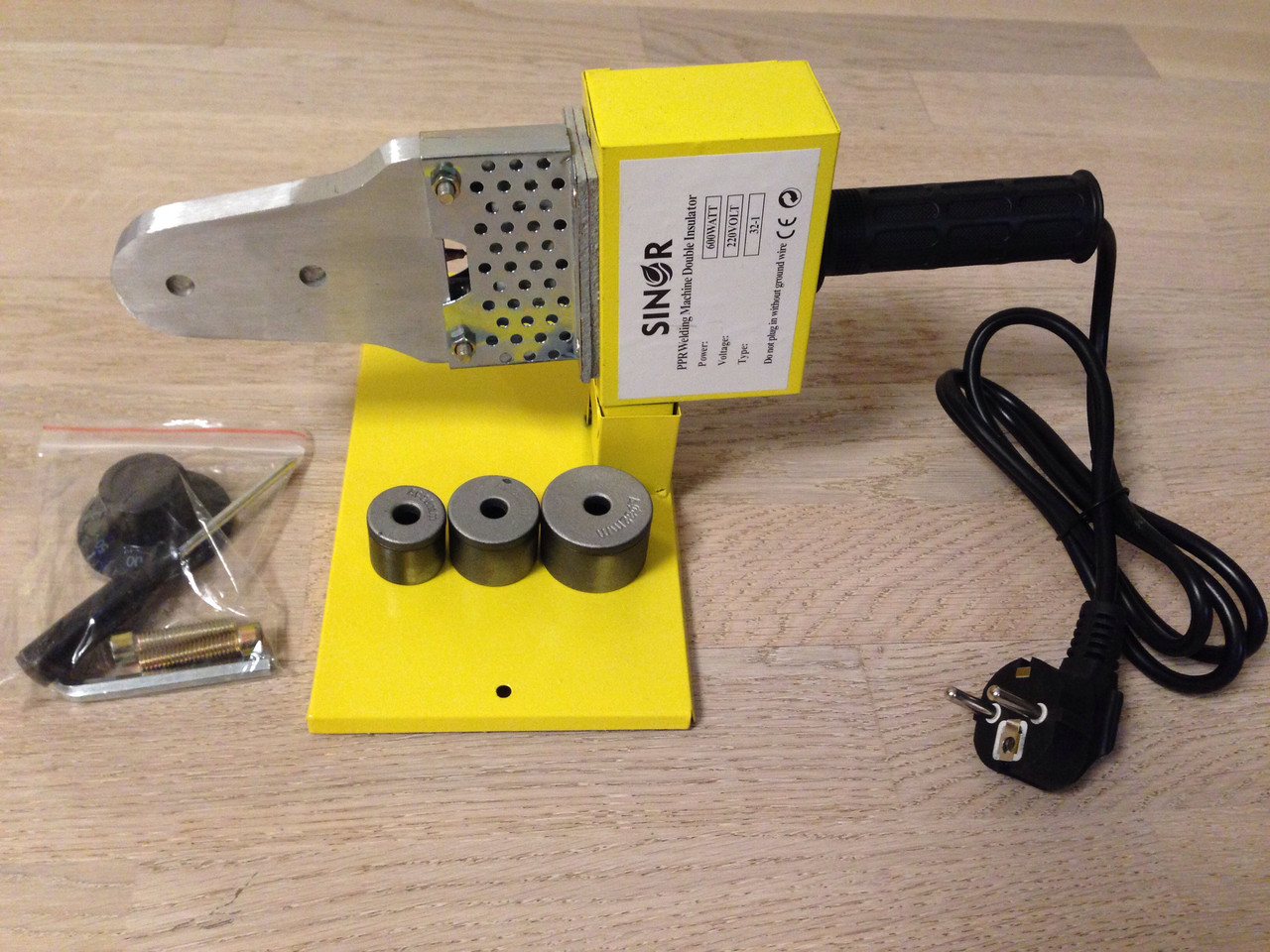
A PP-csövekhez sok forrasztópáka modell van, de szerkezete ugyanaz:
- Ház. Stabil alsó része, állványa és fogantyúja van.
- Fűtőelem A maximális fűtési hőmérséklet 260 fok. A tetején védőburkolat található.
- Hőmérséklet-szabályozó. Lehet mechanikus vagy elektronikus. Világos mutatók vannak.


- Különböző átmérőjű fúvókák. A fúvókák egy része csövekhez, szerelvényekhez készült. A fúvókák teflon bevonattal rendelkeznek. Ez biztosítja a polipropilén részek egyenletes fűtését és könnyű tisztítását.
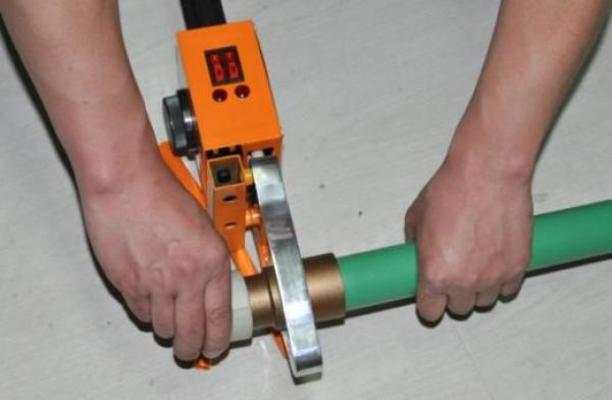
A forrasztópáka típusai különböznek a fűtőelem vagy a hegy alakjától. Két típus népszerű: "vas" és "rúd".
A rúd forrasztópáka korábban megjelent. Szúrása egy centiméteres átmérőjű henger. A hengeren rögzített fúvóka van. Egyrészt alkalmas a cső fűtésére, másrészt a szerelvényre.


A szerelvényt belülről melegítik. A fúvóka tetején viselt. A cső viszont felmelegszik kívül. A fúvóka lyukába van behelyezve.
A hőmérséklethatásból történő munka során a fúvókák rögzítése a rúdra „laza” lehet. Meg kell csavarniuk, így a rúd forrasztópáka kevésbé kényelmes, mint egy vas formájában.
A vasaló egy függőleges lemez, amely három nyílással rendelkezik a fúvókák felszereléséhez. A lemezvastagság néhány centiméteren belül változik. Az „orrát” hegyes, és a lemez egészére hasonlít egy függőlegesen elhelyezett vas talpra. Ezért az ilyen típusú csípés neve.

Egyrészt a csövek fúvókáit rögzítik, másrészt a szerelvényekhez. A forrasztás folyamatában nem válnak lazavá, ami sokkal kényelmesebb, mint a rúd.
Továbbá, a bal fúvóka szélétől a jobb fúvóka széléhez képest kisebb a szélesség, mint a forrasztópáka rúdján, így kényelmesebb a nehezen elérhető helyeken.
Fontos szerepet játszanak a különböző átmérőjű fúvókák száma és a bevonat minősége. Minél nagyobb a tartomány, annál több csővezeték használható a vízvezeték munkában.
3 vagy 4 fúvókák standard készletében. Otthoni használatra ez elég. De a vízvezeték-munkákban való szakmai használatra néhány további fajtát kell vásárolni.

Még a forrasztópáka kiválasztásakor is figyelembe kell venni a szerszám teljesítményét. A „minél erősebb, annál hatékonyabb” elv alapján választani azt. Egy ilyen eszköz csak energiát pazarol, és nem javítja a munka eredményét.
A forrasztópáka kiválasztásához speciális igényekre van egy egyszerű szabály. A cső átmérőjét (milliméterben) 10 wattra kell szorozni. A kapott szám a szükséges teljesítmény. Különböző átmérőjű és polipropilén termékekkel dolgozva a legnagyobbra kell összpontosítania.
A PP-csövek olvadási technológiája nem nehéz. De van egy fogás a velük való munkában: lehetetlen azonnal meghatározni a forrasztás minőségét. Minden hibás és szivárgás csak a csővezeték működése során érzékelhető. Ezért fontos, hogy előre tanulmányozzuk a munka árnyalatait, és megfelelően forrasztjuk a csővezetékrendszert.


Részletes utasítások kezdőknek:
- Törölje le a forrasztópáka hegyeit tiszta, száraz ruhával.
- Szerelje fel a forrasztópázt egy speciális állványra.
- Szerelje fel a csíkra a kívánt átmérőjű két fúvókát. A fúvókák nem egy sorban vannak, hanem az egyik a másik ellen. A cső súlya meghaladja a szerelvényt, így a fúvókát a munkaoldali oldalról szerelik fel. Jobbkezeseknek - a jobb oldalon, balkezeseknek - a bal oldalon.
- Csatlakoztassa a forrasztópázt 220 V-os hálózathoz. A csatlakoztatáskor fontos biztosítani, hogy a fűtőelemek ne érjenek a forrasztópáka kábeléhez.
- Állítsa be a hegesztőgépet maximum 260 fokos hőmérsékletre.


- Viseljen hőálló kesztyűt. A PP-csövek forrasztógépeinek minden gyártója azt jelzi, hogy a biztonsági követelményeknek való megfelelés érdekében tilos a forrasztópáka forró részeit érinteni a védetlen testrészekhez. A forrasztópáka nem férhet hozzá gyermekek és állatok számára.
- Melegítsük fel a műanyag részeket. A folyamat során fontos a kapcsolat szögének biztonságosságának ellenőrzése.
- Vegye ki egymás után a forró propilén alkatrészeket, csatlakoztassa egymáshoz.
- A forrasztó berendezést természetesen hűtsük le. Ne hűtsük le vízzel vagy hideg levegővel. Ilyen manipulációk esetén a termék a garanciaidő előtt meghiúsul.


A gyártók nem jelzik az univerzális fűtési időt a különböző típusú csövekhez. A vékonyfalú, kis átmérőjű és vastagfalú széles csövek esetében a hőmérséklet és az idő változhat.
A professzionális szerelők a tapasztalatok alapján határozzák meg a fűtés mértékét és az intuíció alapján.A kezdőknek segíti az egyes gyártók által a kézikönyvben szereplő táblázat. Figyelembe veszi az időt a csővel, annak átmérőjétől és az összekötő varrat hosszától függően.
A különböző gyártók táblázatai eltérőek lehetnek.
A pontos időt a forrasztópáka és a modell teljesítménye határozza meg.


felszerelés
A forrasztási vagy hegesztési PP csövek a beépítési folyamat szerves részét képezik. Először nem lehet a teljes vízellátó rendszert egyre forrasztani, majd szabadon telepíteni a rendelkezésre álló helyre. Néhány területet meg kell forrasztani a tömegre. Ezért a forrasztás és a telepítés párhuzamos.
A munkát fokozatosan végzik.


Az első szakasz szervezeti.
A szervezet két fontos eseményből áll: az anyagok kiválasztásáról és a rajz létrehozásáról.
A polipropilén csöveknek meg kell felelniük annak a rendszernek a műszaki jellemzőivel, amelyben működnek. Ha ez egy hideg víz rendszer, akkor megállhat a PN16 csöveken. Forró igény esetén legalább PN20. A csövek magukon kívül csatlakozó szerelvényeket és tartókat (hurkok) is igényelnek.

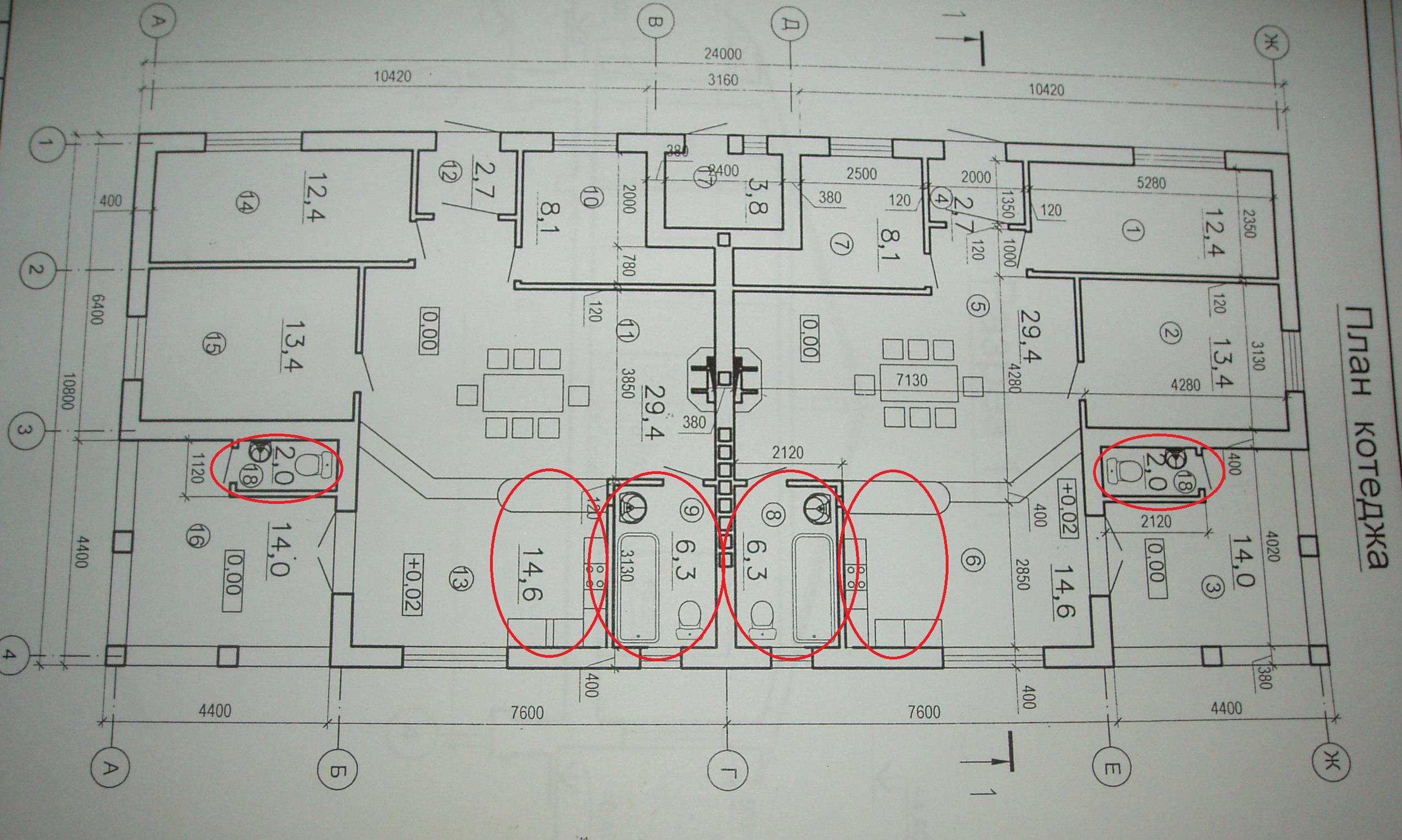
A rajz egy áramkör a csővezeték elhelyezésére. Az összes elemet tükröznie kell, kezdve a vízellátás forrásával és a vízfogyasztás tárgyával. A rendszeren fontos, hogy a rendszer minden olyan részét jelezzék, amelyet a földre és a szobában helyeznek el, milyen mélységben lesznek és milyen magasságban emeljük a vizet. A rögzítőket 40-50 cm-enként kell biztosítani. Vegye figyelembe az adapterek, ágak, csatlakozók, csapok, radiátorok elhelyezkedését is.
A vízvezeték szerelése kétféleképpen történik: nyitott és zárt. Nyissa meg könnyebben magad. Kezdheti a kezdő. Zártabb és összetettebb. Jobb szakértőket bízni.
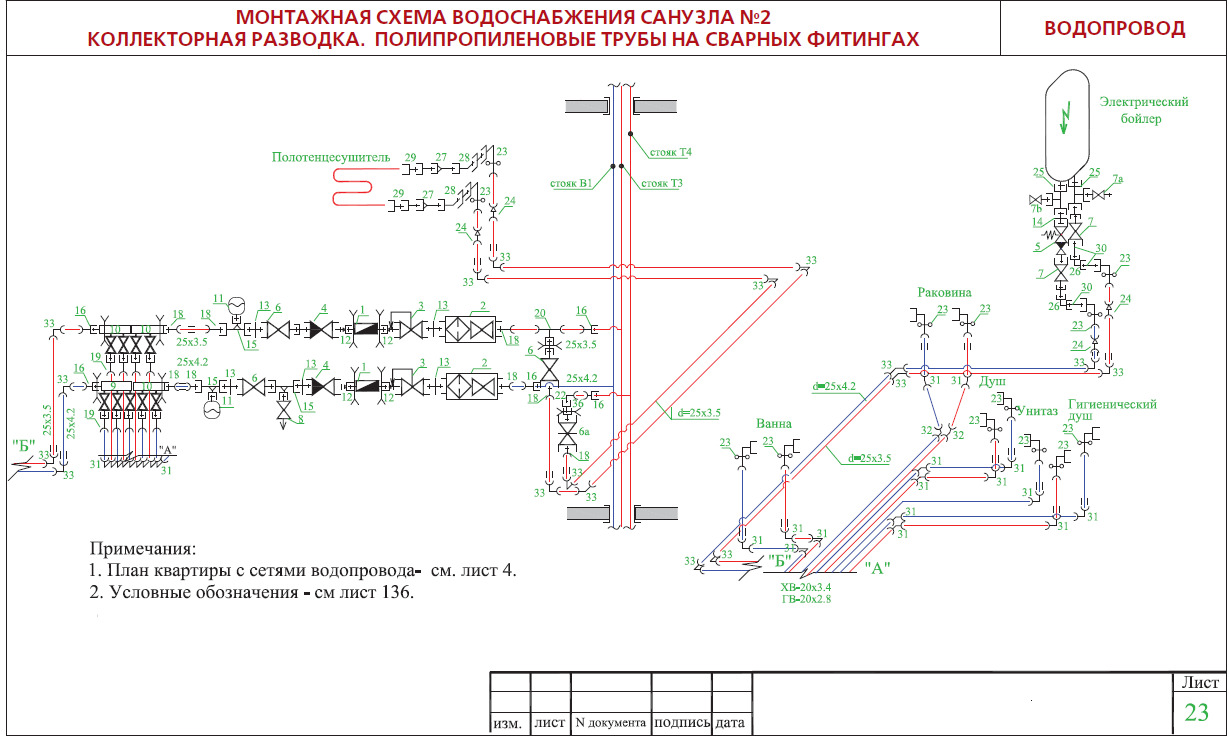
Amellett, hogy a rajz vizuálisan ábrázolja a csövek helyét, segít kiszámítani az anyagok mennyiségét.
A polipropilén gyakorlatilag hulladékmentes anyag. De senki sem biztosított a hibáival szemben, amikor először dolgozik vele, ezért anyagot kell vásárolni kis árrésszel. 5-10% elég lesz.
A fennmaradó csövek és szerelvények közül mindig hasznos dolgokat tehet a ház számára, így ez nem pénzpazarlás.


A második szakasz - előkészítő
A telepítés gyors és egyszerűvé tétele érdekében elő kell készíteni az utcán és a helyiségen, ahol a csővezetéket lefektetik.
Ha a csövek egy részét a földre kell telepíteni, akkor egy árok vájnak alá kerülnek. Ahhoz, hogy télen ne fagyjanak fel, jóval a fagyasztási szint alatt kell lennie. További védelemként ajánlott a szigetelés használata. A PP-csövet a földbe merülés előtt megfordítják.
A legjobb megoldás a szigeteléshez az ásványgyapot vagy fólia alapú anyagok.


A házon belül a csővezeték mentén rögzítőket kell felszerelni. A vízszintes vonalhoz és egymáshoz viszonyított helyüket az építési szint határozza meg. A legmegfelelőbb ez a lézer eszköz. Azt is meg kell lyukasztani a lyukakat a falakon, amelyeken keresztül a csővezeték áthalad.
Az előkészítés folyamán könnyen felismerhető a nehezen elérhető területek a telepítéshez. Fontos, hogy előre gondolkodjunk arról, hogyan lehet a csöveket ezekre a szakaszokra a legjobban telepíteni - készen állnak az asztalhoz hegesztett alkatrészek, vagy súly szerint.
A forrasztópáka hőmérséklete nagy ahhoz, hogy károsítsa a közvetlen közelben lévő tárgyakat. A telepítés előtt el kell távolítania az elérési utat, amelyet a telepítés során kell mozgatnia, hogy ne ütközzen akadályokba.


A harmadik szakasz - a csővezetékszakaszok összetettség elemzése
Ebben a szakaszban meg kell dolgoznia a rendszert, hogy megkerülje a teljes telepítési útvonalat, és vegye figyelembe, hogy melyik csővezeték elemeket lehet az asztalra szerelni, és melyeket csak súly szerint lehet hegeszteni.
A kapott részeket fel kell jegyezni a diagramon. Néhányan túl rövidek lehetnek, így kombinálhatók.Egyesek viszont túl hosszúak lehetnek. Fel kell szerelni egy kiegészítő rögzítést a falon, vagy több részre kell osztani, hogy a cső ne nyúljon vagy ne nyúljon.
Negyedik szakasz - Csővágás
A vékonyfalú termékek jól vághatók ollóval PP anyagokra és csövek vágására. Ritkán a kirakós játék.
Az alumínium és fólia erősítésű vastagfalú csöveknél a vágás előtt tisztítás szükséges. Ezt egy többfunkciós facer vagy borotva kezeli.
Ha nincs speciális szerszám, és a vágás egyenetlen volt, csiszolni kell. Hatékonyabb kétféle csiszolópapír használata - először nagyobb szemcsével, majd finomszemcsés.


A csövek vágásakor fontos figyelembe venni, hogy a csatlakozó varrat 15-30 mm hosszú. Ezeket hozzá kell adni a csőhosszhoz, amelyet a csővezeték-rendszerben alkalmaznak. Ha a szerelvények a cső mindkét végén találhatók, akkor kétszer 15-30 mm-t kell hozzáadni.
A felesleget mindig le lehet vágni, de a hiányzó növeléséhez néhány centiméter nem fog működni. Annak érdekében, hogy ne tévesszen meg, nem szabad egyszerre vágni a csővezeték összes elemét, beleértve a nehéz szakaszokat is.
A forrasztópáka által fűtött csövek részeit jelölővel kell jelölni.
A cső végének a fúvókába kell bejutnia a jelig.


Az ötödik szakasz - hegesztő (forrasztó) alkatrészek az asztalon
Amint fentebb említettük, a gyakorlatban a csövek tüske több lépésből áll, mint a fűtés és a csatlakozás.
Ahhoz, hogy a varrás megbízható legyen, és a rendszer megfelelően működjön, lépésről lépésre kell forrasztani:
- Zsírtalanítsa a forrasztógép fúvókáját, a szerelvények belső felületét és a PP-csövek végeit. Az alkohol törölheti a jelölővel jelölt jelölést. Szükség esetén frissíteni lehet a vonalon lévő mérések megadásával.
- Szerelje fel a forrasztópázt az állványra. Hőállónak kell lennie, és a munkafelület sík és stabil.
- Viseljen hőálló kesztyűt.
- Megfelelő méretű biztonságos rögzítés.
- Csatlakoztassa a szerszámot a hálózathoz, állítsa 260 ° C-ra a hőmérsékletet.


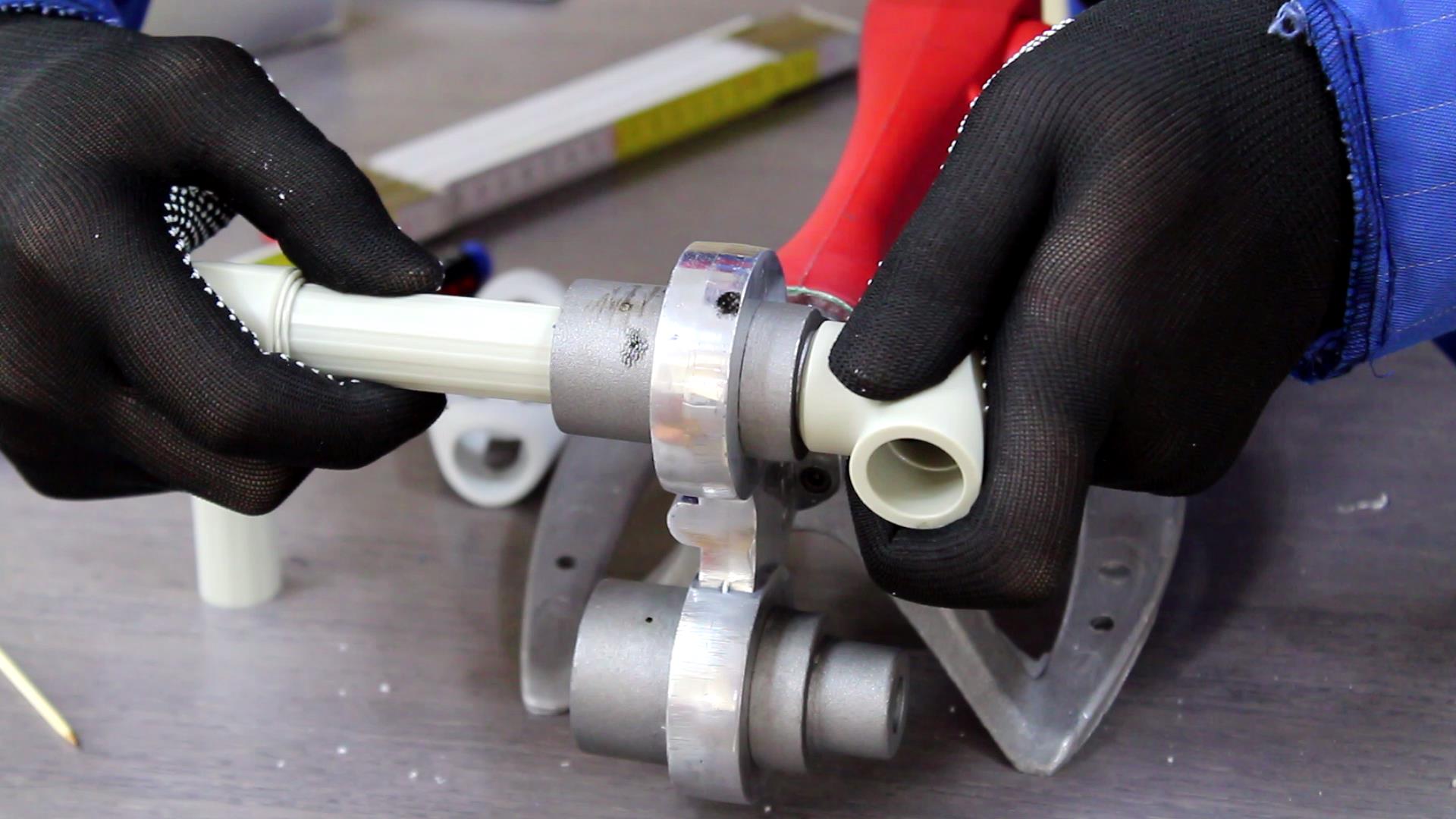
- A szerelvényt a fúvókára helyezzük, és a csövet behelyezzük. Ez felmelegíti az összekötő elem belső oldalát és a cső külső részét. Fontos figyelembe venni a gyártó által megadott fűtési időre vonatkozó ajánlásokat (másodpercekben). Minél nagyobb a cső átmérője és annál vastagabb a fal, annál hosszabb az idő. Általában 6-8 másodperc után már lehet forrasztani (az alkatrészeket összekapcsolni).
- Csatlakoztassa a fűtött részeket. Helyezze a csövet a szerelvénybe, tartsa néhány másodpercig a diffúziós folyamat megkezdéséhez, majd tegye félre, amíg teljesen kihűl.
- Ellenőrizze a kapcsolatot. Ezt a hegesztés után legkorábban 2 órával lehet elvégezni. Mechanikusan kipróbálhatja az alkatrészeket a részek kezével mozgatásával, vagy hagyja, hogy a víz átfolyjon rajtuk. Ha a cső nem folyik, és a víz jól halad, a kapcsolat sikeres.
- Forraszolja az asztalra csatlakoztatható összes alkatrészt.


A hatodik szakasz - a csővezeték felállítása
Lényegében ez az összes elem telepítése a hozzájuk rendelt helyekre. Egyesek csatlakoztatásához a folyamat során súlyokat kell hegeszteni. Ezt lépésenként végezzük, mint a munkafelületen.


Hetedik szakasz - rendszerellenőrzés
Néhány órával a hegesztés után az alkatrészek megragadnak és lehűlnek. A rendszer hatékonyságát és megbízhatóságát csővezetéken keresztül folyó vízzel ellenőrzik.
Jellemző hibák
A vízvezeték-szerelők és az önképzett mesterek, akik a professzionális szerelők szolgáltatásait szeretnék megtakarítani, gyakran ugyanazokat a hibákat teszik. Első pillantásra ezek apróságok, de ahhoz vezetnek, hogy a rendszer gyorsan meghiúsul.


Mit ne tegyen a saját kezűleg használt PP-csövek telepítésekor:
- Túl rohanás. A hegesztési PP csövek némi hatékonyságot igényelnek. Ez azonban csak az alkatrészek csatlakoztatásának sebességére vonatkozik, miközben még melegek. A többi rohamnak negatív következményei vannak. Leggyakrabban a kezdő varázslók egyszerűen nem teszik lehetővé a forrasztópáka melegítését a kívánt hőmérsékletre.Ennek eredményeképpen az alkatrészek „tapadása” rossz.
A lassú szerelőknek újabb problémájuk van - az alkatrészeket a megfelelő hőmérsékletre melegítik, majd hosszú időre beállítják, mielőtt a csövet a szerelvénybe helyeznék. Ezekben a néhány másodpercben a termékek hőmérséklete csökken, és ezzel együtt a diffúzió minősége is csökken.


- A forrasztópákaba épített hőmérő hőmérsékleti leolvasásán alapul. Ha a berendezés régi vagy gátlástalan gyártótól származik, a kijelzőn megjelenő 260-270 fokos üzemképtelenség miatt előfordulhat. A fúvókák tényleges hőmérséklete gyakran nem éri el ezt a paramétert. Biztosításhoz kontaktus hőmérővel kell ellenőrizni. Ilyen eszköz olcsó, és a gazdaság nem csak a forrasztópáka használatával hasznos.
- Túlmelegedjen a propilén termékek. A kezdőknek talán úgy tűnik, hogy minél tovább melegszik, annál jobb lesz a kapcsolat. Tény, hogy nem. Ha túl sok olvad a műanyagot, akkor beáramlik a csőbe. Ez megakadályozza a folyadék szabad áramlását a csővezetéken, vagy teljesen megakadályozza a csőszakaszt.


- Hegesztési csövek kívülről hideg időben. Alacsony hőmérsékleten az alkatrészek túl gyorsan lehűlnek, mint a csukló. Nincs ideje megragadni.
- Ne tisztítsa meg a csöveket és a fúvókákat por és zsír. Ez negatívan befolyásolja a kapcsolat minőségét is.
- Ne nézzen szembe a csövekkel alumínium megerősítéssel. Az alumínium és a propilén olvadásának hőmérséklete és ideje különbözik. Bár az alumínium korróziógátló anyag, a csövek szivároghatnak belőle.


- Telepítse az összes csővezeték elemet a padlóra (asztalra, földre) egyszerre. Egy ilyen kivitelező már nem telepíthető a rendszer szerint.
- Használjon vékonyfalú csöveket forró csövekhez. Nem fognak ellenállni a magas hőmérsékletnek, kinyújtódnak és végül felszakadnak.
- Vágja le a csövet egy fűrészporral vagy kirakós fűrészlappal anélkül, hogy a vágást csiszoló kendővel eltávolítaná.
- Próbálja meg gyorsítani a cső hideg vízzel vagy levegővel történő hűtését.


tippek
Nem elég, ha nem hibázik, akkor még mindig figyelembe kell vennie a professzionális szerelők által az évek során kifejlesztett hegesztési trükköket. Hagyományosan ezeket az anyagokat és eszközöket választó „élet hackelésre” lehet osztani, és hasznos tanácsokat adhat a munkára.
Hogyan válasszunk ki egy csövet:
- Szabályozza, hogy a vékonyfalú csövek csak hideg víz és dekoratív termékek esetében használhatók. A melegvízzel történő munkavégzéshez érdemes csak a megerősített vastagfalú munkát választani. A szellőztetéshez csöveket kell feltüntetni a PHP-vel.
- Az üvegszálas erősítő rétegű termékek univerzálisak. Alkalmasak kezdőknek, akik csak egy forrasztópáka használatát tanulják, és akár 50 évig is szolgálhatnak. Nem szabad vezetni a tanácsadók történetéhez a legjobb minőségű alumínium csövekről.


- A csövek megjelenése is sokat mondhat. Ha a termék egyenletes színnel, még kerek és sima falakkal rendelkezik belül és kívül - kiváló minőségű. Ha a szín festett, a vágás nem kerek, és a falak durvaak - a termék működés közben meghibásodik.
- Csőszag kell szagolni. Csak az alacsony minőségű alapanyagokból származó csövek jellemzően éles műanyag illata. A kiváló minőségű propilén terméke szinte nem szaga.
- A csőnek szorosan és csak meleg állapotban kell bejutnia a szerelvénybe. Ha a falak között legalább egy milliméter távolság van - ez egy házasság.
- Minden alkatrészt egy gyártótól kell megvásárolni.

A hegesztési és szerelési trükkök sokkal több. Tapasztalattal rendelkeznek, és minden mesternek megvan a saját trükkje. De vannak univerzális tippek.
Tehát minden mester tudja, hogy a forrasztóberendezés fúvókait speciális gyártási megoldással kezelik. Használat előtt védi a készüléket a káros környezeti hatásoktól. A védőréteg elpárolog, amikor a forrasztópáka fúvókákkal bekapcsol. Párolgás esetén jellegzetes szag és könnyű korom van. Ezért először kell az eszközt az utcán futtatni, és hagyjuk felmelegedni a teljes párolgásig. Csak akkor folytassa a forrasztást.
A második titok a csövek és a forrasztószer feldolgozására vonatkozik. Jobb a tiszta alkoholt választani. Gyorsan elpárolog, és nem hagy szagot a csövekben, az acetonnal és az oldószerrel ellentétben.


Ha a környezeti hőmérséklet közel van a nullához, lassítsa le a csatlakozás hűtését. Ehhez használjon meleg szövetből készült szalvétát.
Törölje le az alkatrészeket egy ruhával, amely nem hagy napot. A forrasztópáka fúvóka belsejében megduzzad.
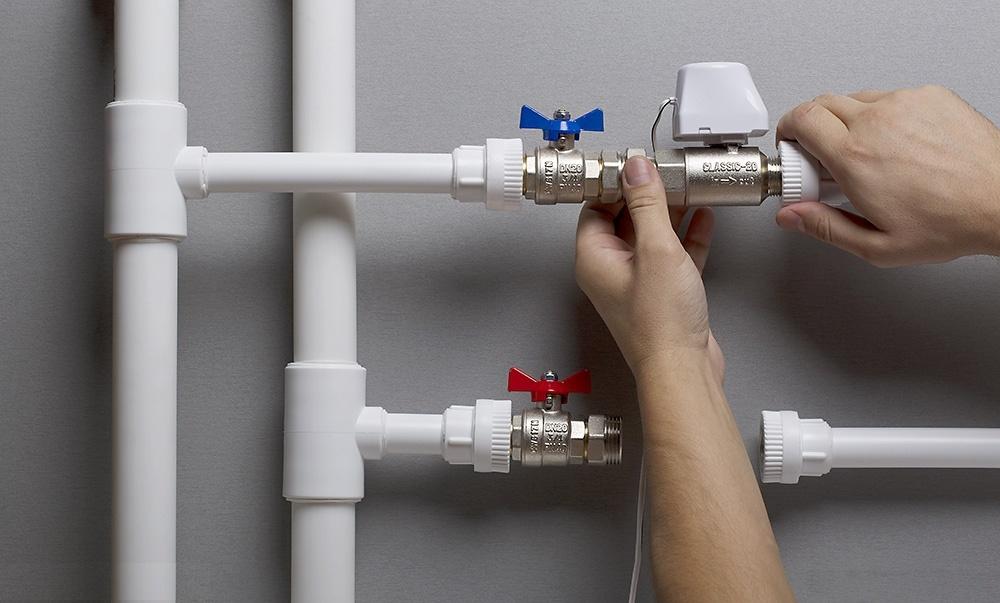
Dupla kontúrú csövekhez (melegvíz és hideg), lehetőleg a meleg kontúrnak a hideg felett elhelyezkedő helyétől. Ez nem okoz kondenzációt a csöveken. A vízszintes és függőleges közötti átmeneti helyek összekapcsolása csak 90 fokos szögben lehetséges.
Ha betartja ezeket az ajánlásokat, a telepítés sikeres lesz, és a polipropilén csövek kommunikációja több évtizedig tart.


A polipropilén csövek forrasztásához lásd a következő videót.



















