A polietilén csövek hegesztésére szolgáló berendezés kiválasztása

Az elmúlt években a polietilén (PE) csövek aktívan teret nyertek a víz- és gázvezetékek piacán, de az új és a meglévő csővezetékek javításának és korszerűsítésének de facto szabványává váltak. A PE-csövek leggyakoribb telepítési módja a speciális berendezéssel történő hegesztés. A csőcsatlakozás megbízhatósága végső soron meghatározza a gáz- vagy vízellátó rendszer egészének tartósságát, ezért a polietilén csövek hegesztésére szolgáló berendezés kiválasztása fontos feladat, amelyre különös figyelmet kell fordítani.

Különleges jellemzők
A PE-ből készült csövek hegesztésére szolgáló berendezést választva tisztában kell lennie azzal, hogy milyen munkát végeznek vele. A kívánt berendezés jellemzői nagyban függnek a hegesztési módtól, amelyet a leggyakrabban használni kíván.
A polietilén termékek forrasztására négy fő módszer létezik.
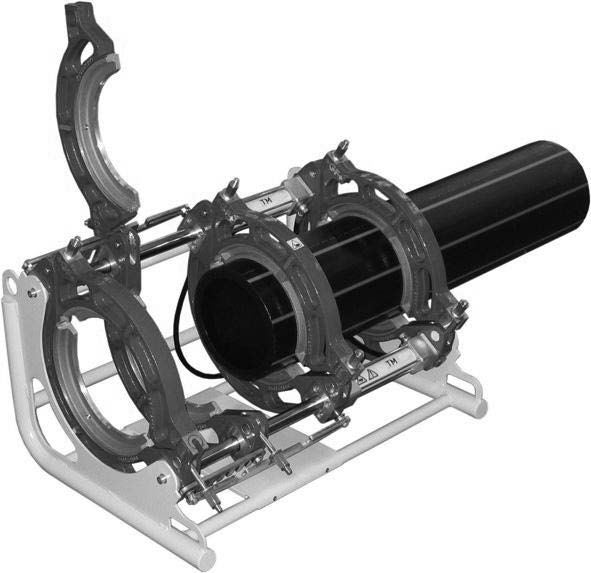
- Butt csukló hegesztés - ez a módszer a leggyakoribb, és a fűtött csővégek egymáshoz való csatlakoztatására vagy speciális hegesztő tükör segítségével szerelvényekre épül. A csuklós csatlakozás lehetővé teszi egy meglehetősen magas minőségű csatlakozás megszerzését, elfogadható áron, de a módszer nem alkalmas 4,5 mm-nél kisebb falvastagságú termékek összekapcsolására. A csavarhegesztés használatához alaposan meg kell tisztítani a csatlakoztatandó felületeket, a termékek maximális vágási pontosságát és a csatlakozás során a csövek megfelelő nyomását.
- Csőcsatlakozás az aljzathoz (vagy a tengelykapcsoló módszer) megbízható, de kevésbé gyakori és drágább módszer, amely a termékek egy speciális csatlakozón keresztül történő összekapcsolására épül. Lehetséges lehetőségek a két különböző átmérőjű cső közötti közvetlen csatlakoztatáshoz. Ezt a módszert nem használják a szabadban lévő csővezetékek behelyezésére.



- elektrofúziót (vagy termisztoros) csőhegesztés - ez a módszer hasonlít az aljzatba történő beépítéshez, de az abban használt csatlakozó egy fém fűtőelemet tartalmaz, amely hozzájárul a csatlakoztatott termékek egyenletesebb fűtéséhez és az elektrofúzióhoz. Minden egyes elektromegerősítőn van egy speciális vonalkód, amelyben az ehhez a kapcsoláshoz szükséges elektromos áram paraméterei titkosítva vannak, ezért az ilyen típusú eszközöket gyakran vonalkódolvasóval látják el. A termisztoros módszer még megbízhatóbb (és drágább), mint a tengelykapcsoló, ezért főként olyan esetekben használatos, amikor nagyon stabil kapcsolatot kell biztosítani (pl. Vezetékek vezetése gyakori földrengések esetén). Ez a módszer 20 mm átmérőjű csövek bármilyen falvastagsággal való összekapcsolására szolgál, és a technológiai paraméterek megtartásának pontosságára vonatkozó követelmények lényegesen alacsonyabbak, mint a csavarozásnál.
- Extrudálás A hegesztés az elektromos hegesztéshez hasonló módszer, amelynek alkalmazása során a hevített polietilént egy speciális extruder segítségével vezetik a hegesztési területre, amely a csövek közötti kapcsolatot képezi. A kapott vegyület szilárdsága általában nem haladja meg a polietilén 80% -át, így az extrudálási eljárást rendszerint főként csövek más műanyag termékekkel való összekapcsolására és 630 mm átmérőjű csövek telepítésére használják olyan helyeken, ahol nagy terhelésnek nem valószínű.


típusok
A polietilén hegesztésére szolgáló összes eszköz négy fő modulból áll: egy generátorból (rendszerint egy transzformátorral vagy kapcsoló tápegységgel működő frekvenciaváltó elvén), teljesítményszabályozó modulból, hőmérsékletszabályozó modulból és egy folyamategységből, amelyben maga a csatlakozási folyamat történik. A fent említett négy hegesztési módszer mindegyikét megfelelő eszközzel végezzük.

A gép mind a négy módjának megléte az automatizáltság mértéke szerint három kategóriába sorolható.
- Kézi eszközök - ezek általában a legolcsóbbak (a legegyszerűbb forrasztópáka a kézi hegesztés költségeihez három ezer rubeltől), de a forrasztás során bekövetkező hiba valószínűsége nagyobb, mert nagyon függenek az emberi tényezőtől. Ezeket az eszközöket csak a kis átmérőjű PE-csövek leggyakrabban hazai körülmények között történő csatlakoztatására használják. Általában manuálisan használják a hüvelykujjhegesztéshez használt eszközöket, bár manuális extruderek vannak. A kézi készülékkel történő hőtermelő hegesztés gyakorlatilag lehetetlen, mivel minden egyes elektromos csatoláshoz speciális árammódot kell kialakítani.



- Félautomatikus hegesztőgépek - az ilyen eszközök megbízhatóbbak és drágábbak, mint a manuálisak, és a kezelő szerepe abban áll, hogy a szükséges hegesztési jellemzőket (beleértve a falvastagságot és a csőátmérőt, a hegesztési folyamat hőmérsékletét, a fűtési időt, a nyomás és a hűtés alkalmazását) a vezérlőpultra és a folyamatvezérlésre. A félautomata egységek mind a négy forrasztási típusra készülnek, különösen az elektrofúziós hegesztéshez használt félig automatikus eszközök.



- Automatikus gépek - az ilyen eszközökben a kezelő csak a hegesztett csövek alapvető paramétereit (anyag és méretek) adja be a számítógépbe, és a számítógép a szükséges szoftverek segítségével kiszámítja az összes szükséges jellemzőt, és átadja azt a gépnek, amely minden későbbi technológiai műveletet önállóan hajt végre. A személy csak akkor adhatja meg az adatokat, és gondoskodjon róla, hogy a készüléknek elegendő fogyóeszköze legyen. Az ilyen létesítmények ára néhány százezer és egymillió rubel között mozog, és bármilyen átmérőjű csövek hegesztésére szolgálnak, és lehetővé teszik a kapcsolat legjobb minőségének biztosítását.

A félautomata eszközök a mechanikus és hidraulikus hajtás típusának megfelelően oszlanak meg. Mechanikus meghajtású eszközöknél a hegesztési folyamat során a csövek központosításához és tartásához szükséges erőt a kezelő hozza létre, ezért csak akkor használhatók, ha 160 mm-nél kisebb átmérőjű csövekkel dolgoznak. A hidraulikus hajtás nem igényel erő alkalmazását a kezelőtől, és bármilyen átmérőjű, 160 mm-nél nagyobb átmérőjű termékek hegesztésére szolgál.
Az automatikus PE csőhegesztő gépek kizárólag hidraulikus hajtással vannak felszerelve.


A hegesztőgép másik fontos jellemzője a csatlakoztatható csövek átmérője, mivel a PE csövek szabványos méretei 16 és 1600 mm között vannak. Például a 20–32 mm átmérőjű csöveket általában a lakások vízellátásának vezetésére használják, de a törzsvezetékek telepítéséhez már szükség lehet egy olyan készülékre, amely 90/315 mm vagy annál nagyobb átmérőjű csöveket képes forrasztani.
A legnépszerűbb eszközök jelenleg cégek Georg Fischer (Svájc), Rothenberger (Németország), Advance Welding (Egyesült Királyság), Eurostandard, Technodue és Ritmo (Olaszország), Dytron (Cseh Köztársaság), KamiTech és Nowatech (Lengyelország). Vannak orosz gyártók is a polietilén hegesztésére szolgáló eszközök gyártására, például a Volzhanin üzem, amely a 40–1600 mm átmérőjű termékek csavarhegesztésére szolgáló berendezéseket és az 1200 mm átmérőjű csövek csatlakoztatására alkalmas elektrofúziós gépeket gyárt.


Hogyan válasszuk ki?
A hegesztőberendezések kiválasztásakor először is egyértelműen meg kell érteni a tervezett mennyiségeket és munkakörülményeket.
- Egy hatalmas és drága ipari gép haszontalan lesz az egyszerű vízvezeték-szerelő számára, és egy olcsó, kézi készülék nem segíti az ipari nagynyomású gázvezeték telepítését.
- Ha a csővezetékek fektetése semmilyen módon nem kapcsolódik a munkájához, és csak a saját vízvezeték-javítást szeretné megjavítani - csak egy nagyon egyszerű, kézi forrasztópáka van szüksége a forrasztáshoz, például az Elitech SPT-800.
- A hegesztési eszköz beszerzésénél ne felejtsük el, hogy ez a módszer szigorúan függőleges vágást igényel a csatlakozó termékek végeinek, így célszerű egy speciális elektromos vágógépet vásárolni a hegesztőegységgel, amely a csöveket a tengelyükhöz szögesen vágja.
- Ha nem biztos a forrasztási képességeiben, de nincs korlátozva a pénzügyekben - az elektrofúziós hegesztéshez használt félig automata gép, például a Nowatech ZERN-800 PLUS lehetővé teszi, hogy ne aggódjon a víz- vagy gázvezeték esetleges áttörése miatt a javítás után.


Ha Ön professzionális, akkor először alaposan tanulmányozza a használatban lévő csövek jellemzőit és azok működési feltételeit. Ne felejtsük el az egyes módszerek alkalmazhatóságának korlátait (így nem szabad a forrasztási ütközőt 15 és 45 Celsius-fok alatti környezeti hőmérsékleten elvégezni), és a vásárlás előtt gondosan olvassa el az egyes készülékekre vonatkozó utasításokat.
Abban az esetben, ha a kérdés végső soron a félautomata és az automatikus választás közötti választás, ne feledje, hogy a fél-automata megfelelő használatához speciális táblázatokkal és táblázatokkal kell rendelkeznie a szükséges hegesztési jellemzők kiszámításához. Félautomata készülék megvásárlásakor figyelni kell a naplózás lehetőségére, amely lehetővé teszi a hegesztés beállításainak megőrzését ugyanazon feltételek mellett (például ugyanazon szerelvények használatával), ami időt takarít meg ugyanolyan típusú munkával.
Néhány fél-automata eszköz nem tartalmaz beépített naplózási funkciót, de lehetővé teszi, hogy ehhez külső eszközt csatlakoztasson.

Ha nagynyomású főgáz- vagy olajvezetékkel kell dolgoznia, a legjobb választás egy automatikus elektromuftovy gép, például Georg Fischer MSA sorozat.
Fontos megjegyezni, hogy a hőhatás-hegesztés alkalmazásának hatékonysága gyakran függ az alkalmazott csatlakozók minőségétől, mint az alkalmazott paraméterektől, így soha nem menthető a fogyóeszközökre.


A pénzügyi tervezés során ne felejtsük el, hogy a berendezések költségén kívül figyelembe kell venni a fogyóeszközök költségét is, mivel az elektrofúziós módszer nagy számú csatlakozású csővezeték telepítéséhez jelentősen megnövelheti a munka költségét, mint a dugó vagy a foglalat forrasztása.
Ha nem tervezi rendszeresen használni a készüléket, akkor használhatja a polietilén forrasztására szolgáló berendezéseket értékesítő vállalatok által kínált bérleti szolgáltatást.

Megtudhatja, hogyan kell forrasztani a műanyag csöveket az alábbi videó segítségével.













